(54) СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ОТЖИГА ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ
СТАЛИ
греве для удаления гидратной впаги из покрытия. Остаточное давление в процессе отжига составляет 1О-40 мм рт,ст.2,
Однако по указанным режимам не удается получить в сталкг толщиной 1,0 мм высокую магнитную индукцию и низкие yaeiibfBife потери.
Цепь из«)брвтения - повышение магнитной индукции и пластичности стали.
Поставпенная цель достигается тем, что нагрев проводят в вакууме 6О 8О мм рт.ст. с выдержкой при 55О всю С 6- ч, а охлаждение от температуры отжига осуществляют с выдержкой при 75О-800 С 4-6 ч, а отжиг проводят при температуре равной (lOOOfTlO X
%Аг)с.
Высокотемпературный отжиг по предлагаемому способу может быть осуществлен в существующих электрических колпаковых печах с водокопьцевыми насосами.
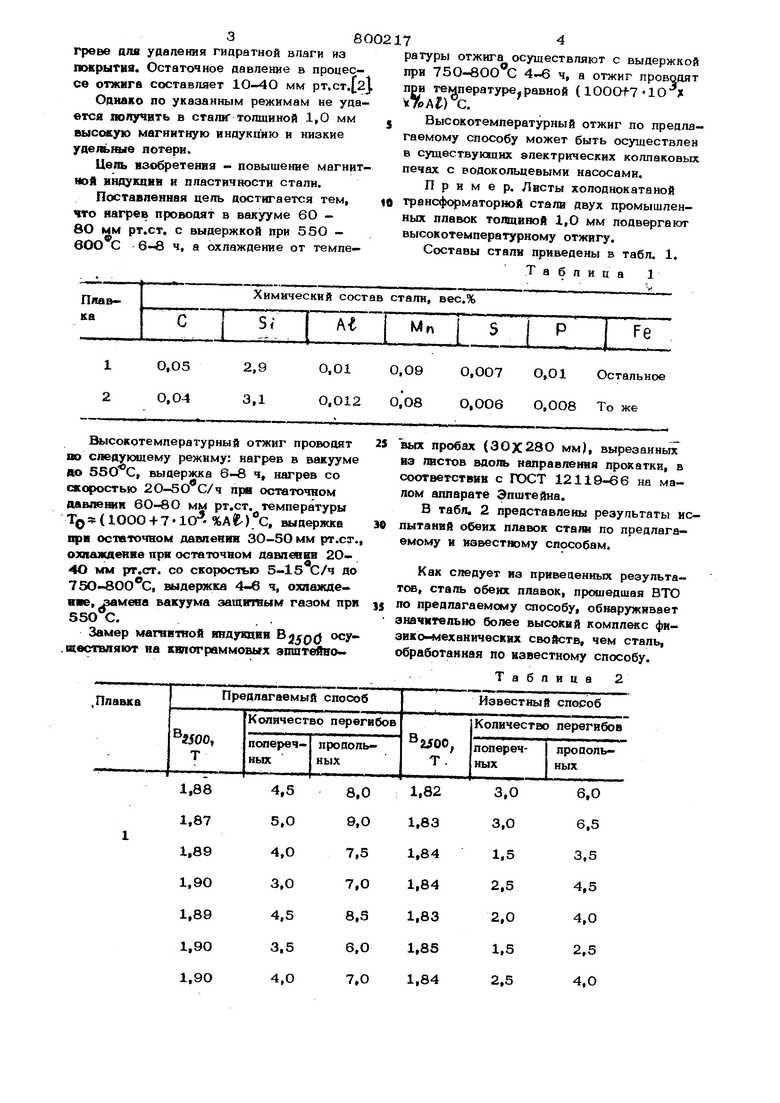
Пример. Листы холоднокатаной трансфс маторной стали двух промышленных плавок тошциюй 1,0 мм подвергают высокотемпературному отжигу.
Составы стали приведены в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ленты электротехнической стали | 1977 |
|
SU742471A1 |
| Способ термической обработки изделий | 1979 |
|
SU840153A1 |
| Магнитомягкий сплав | 1977 |
|
SU735654A1 |
| Способ изготовления текстурованнойэлЕКТРОТЕХНичЕСКОй СТАли | 1979 |
|
SU836151A1 |
| Способ термической обработки холоднокатаной изотропной электротехнической стали | 1978 |
|
SU742472A1 |
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| Способ обработки для получения механической памяти в сталях и сплавах | 1977 |
|
SU638622A1 |
| Способ термической обработки холодно-КАТАНОй изОТРОпНОй элЕКТРОТЕХНичЕСКОйСТАли | 1979 |
|
SU846583A1 |
| Способ отжига высоколегированных сталей | 1977 |
|
SU730838A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
Высокотемпературный отжиг проводят оо сяедукяаему режиму: нагрев в вакууме до , выдержка 6-8 ч, нагрев со скоростью 2О-5О С/ч лрв остаточном давлеюси 6О-8О мм рт.ст. температуры TQ : (1ООО 4 7 1О %А t) С, выдержка при остаточном давлении ЗО-5О мм рт.ст., охлаждение при остаточном давпспии 204О мм рт.ст. со скоростью 5-15 С/ч до ТЗО-вОО С, выдержка 4-6 ч, охлаждеяве, замена вакуума защитным газом при
55О с:.
Замер магнитной индукпии Q() осу.ивствлякхг на килограммовых эшптейвоЪых пробах (ЗОХ28О мм), вырезанных из люстов вдот направления прокатки, в соответствии с ГОСТ 12119-66 ня малом аппарате Эпштейна.
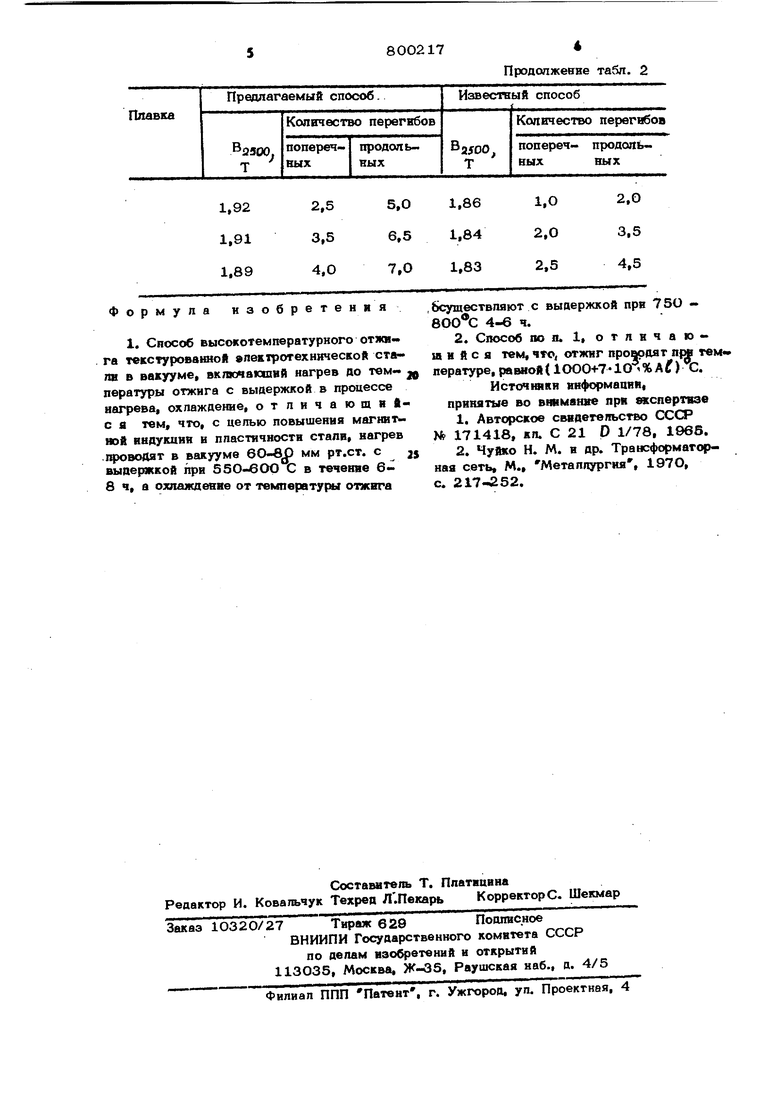
В табл. 2 представлены результаты испытаний обеих плавок стали по предлагаемому и известному способам.
Как следует из привеаенных результатов, сталь обеих плавок, прошедшая ВТО по предлагаемому способу, обнаруживает 0шчитепыю более высокий комплекс физико -механических свойств, чем сталь, обработанная по известному способу.
Таблица 2
Ф о
Продолжевие табл. 2
800®С 4-6 ч.
Источтки информация, принятые во втматге при вкспертвзе
с. 217-252.
