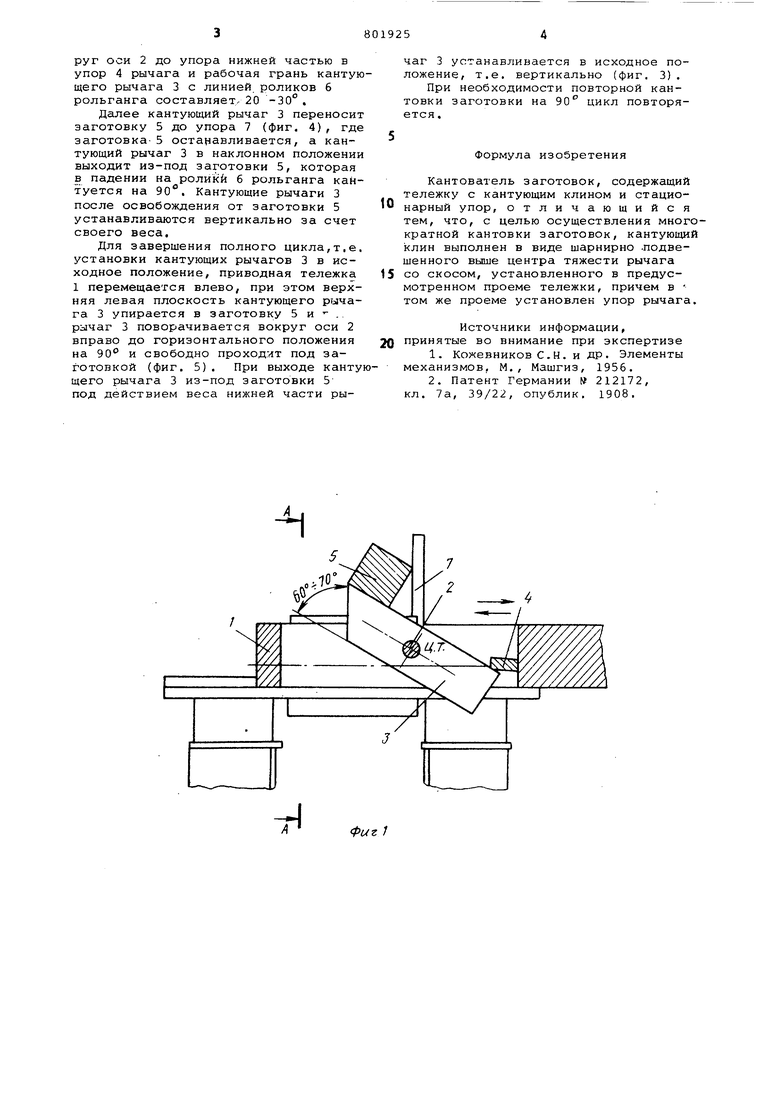
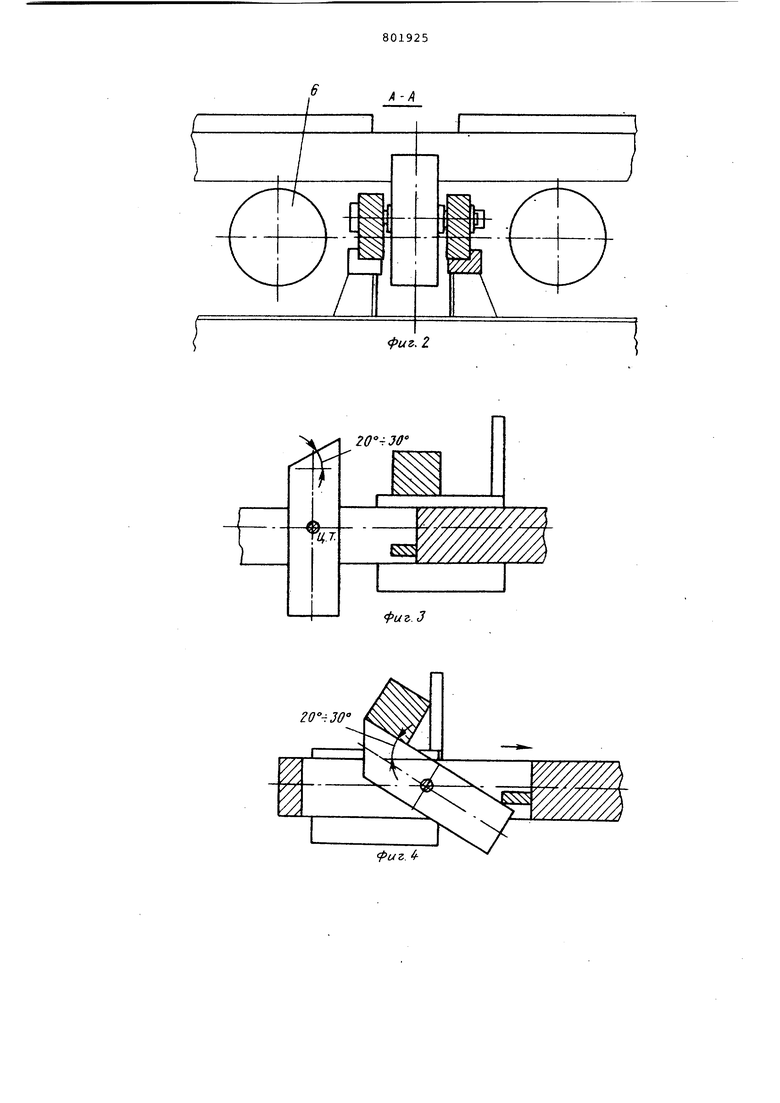
Изобретение .относится к прокатном производству, в частности к устройст вам для кантовки проката и заготовок Известен кантователь для кантования заготовок, состоящий из кантующе го рычага, соединенного шарнирно дву мя тягами с реверсивным валом l. Указанный кантователь сложен в из готовлении и обеспечивает кантовку заготовок только на 90 . Известен кантователь заготовок, содержащий тележку с кантующим клином и стационарный упор 2, Недостатком указанного кантователя является невозможность многократ ной кантовки. С целью осуществления многократной кантовки заготовок кантующий клин выполнен в виде шарнирно подве шенного выше центра тяжести рычага со скосом, установленного в предусмотренном проеме тележки, причем в том же проеме установлен упор рычага. На фиг. 1 изображен поперечный разрез предложенного кантователя; на фиг. 2 - разрез А-А фиг. 1; на . фиг, 3-5 - положение кантующего рычага во время кантования заготовки Кантователь заготовок содержит приводную тележку 1, перемещающуюся поперек оси рольганга, на оси 2 которой шарнирно подвешен кантующий рычаг 3, центр тяжести которого расположен ниже оси 2. Верхняя рабочая часть кантующего рычага 3 срезана под углом 60°-70. В пазу приводной тележки 1 для фиксации угла наклона рабочей грани кантующего рычага 3 установлен упор 4 рычага. Для удержания заготовки 5 в зоне роликов 6 рольганга с правой стороны последних установлен стационарный упор 7. Кантователь заготовок работает следующим образом, В исходном положении кантующий рычаг 3 находится с левой стороны роликов б рольганга (фиг, 3), При подаче заготовки 5 в зону работы кантователя поступает импульс с пульта управления на перемещение приводной тележки 1, при этом тележка 1 с кантующим рычагом 3 перемещается вправо. По мере перемещения тележки 1 верхняя правая плоскость кантующего рычага 3 упирается в заготовку 5 и рычаг 3 поворачивается влево вокруг оси 2 до упора нижней частью в упор 4 рычага и рабочая грань кантующего рычага 3 с линией, роликов 6 рольганга составляет,20 -30°.
Далее кантующий рычаг 3 переносит заготовку 5 до упора 7 (фиг, 4), где заготовка-5 останавливается, а кантующий рычаг 3 в наклонном положении выходит из-под заготовки 5, которая в падении на ролики б рольганга кантуется на 90°. Кантующие рычаги 3 после освобождения от заготовки 5 устанавливаются вертикально за счет своего веса.
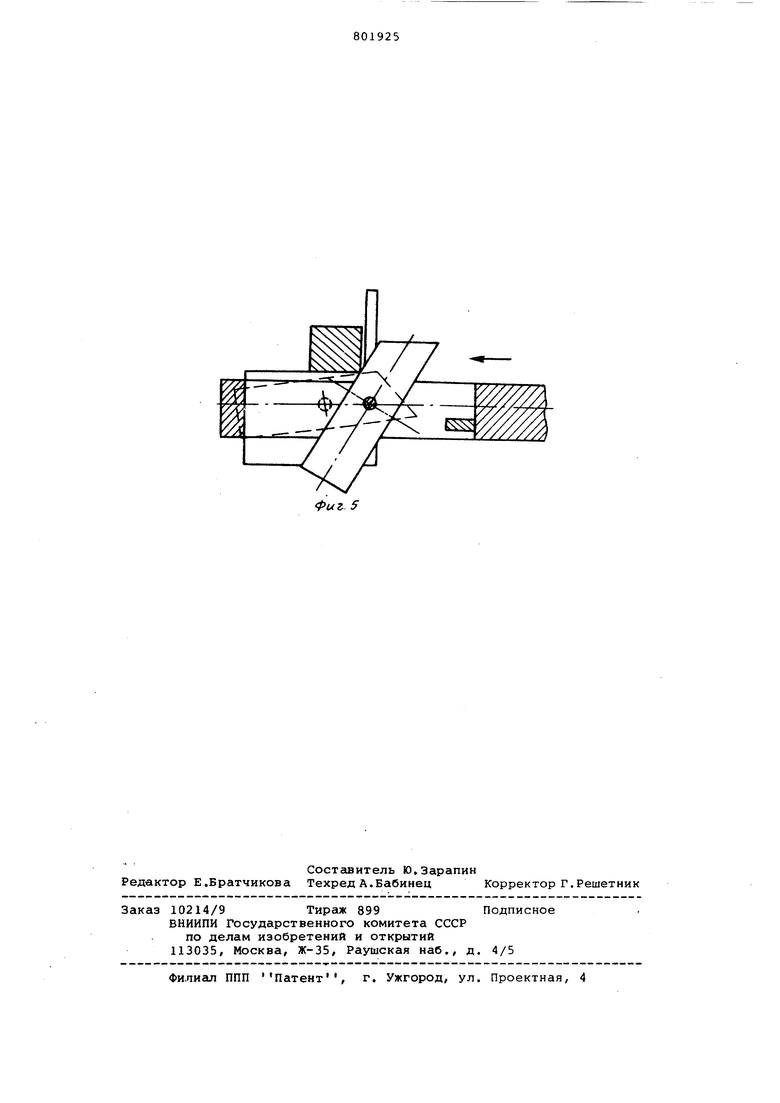
Для завершения полного цикла,т.е. установки кантующих рычагов 3 в исходное положение, приводная тележка 1 перемещается влево, при этом верхняя левая плоскость кантующего рычага 3 упирается в заготовку 5 и - . рычаг 3 поворачивается вокруг оси 2 вправо до горизонтального положения на 90 и свободно проходит под заготовкой (фиг, 5), При выходе кантущего рычага 3 из-под заготовки 5 под действием веса нижней части рычаг 3 устанавливается в исходное положение, т,е, вертикально (фиг, 3), При необходимости повторной кантовки заготовки на 90 цикл повторяется ,
Формула изобретения
Кантователь заготовок, содержащий тележку с кантующим клином и стационарный упор, отличающийся тем, что, с целью осуществления многократной кантовки заготовок, кантующий клин выполнен в виде шарнирно -подвешенного вьлше центра тяжести рычага со скосом, установленного в предусмотренном проеме тележки, причем в том же проеме установлен упор рычага.
Источники информации, принятые во внимание при экспертизе
1.Кожевников С.Н, и др. Элементы механизмов, М,, Машгиз, 1956,
2,Патент Германии W 212172, кл, 7а, 39/22, опублик, 1908,
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь длинномерного проката | 1984 |
|
SU1217518A1 |
| КАНТОВАТЕЛЬ КРИВОЛИНЕЙНЫХ И ПРЯМОЛИНЕЙНЫХ КВАДРАТНЫХ ЗАГОТОВОК | 1993 |
|
RU2038179C1 |
| Клиновой кантователь прямоугольных заготовок | 1987 |
|
SU1503919A1 |
| Клиновой кантователь прямоугольных заготовок | 1980 |
|
SU900913A1 |
| Кантующий механизм | 1981 |
|
SU1044369A1 |
| Устройство для поперечной передачи проката, например, на отводящий рольганг | 1974 |
|
SU503607A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| Устройство для кантования и передачи прямоугольных заготовок многоручьевой машины непрерывного литья | 1988 |
|
SU1570841A1 |
| Стеллаж с кантователем для инспекции квадратных заготовок | 1986 |
|
SU1419782A1 |
| Кантователь длинномерных прямоугольных заготовок | 1989 |
|
SU1632544A1 |
т1
Фиг /
Т14.Т.
20°- 30
7//////////Л
фиг. 3
фиг.
