Изобретение относится к металлургии, точнее к прокатному производству, и может быть использовано для ... кантования проката на участках осмотра и удаления поверхностных дефектов.
Цель изобретения - упрощение конг струкции и повышение производительности путем совмещения операций транспортирования и кантования заго-г товок, улучшение обзора граней заготовок при осмотре.
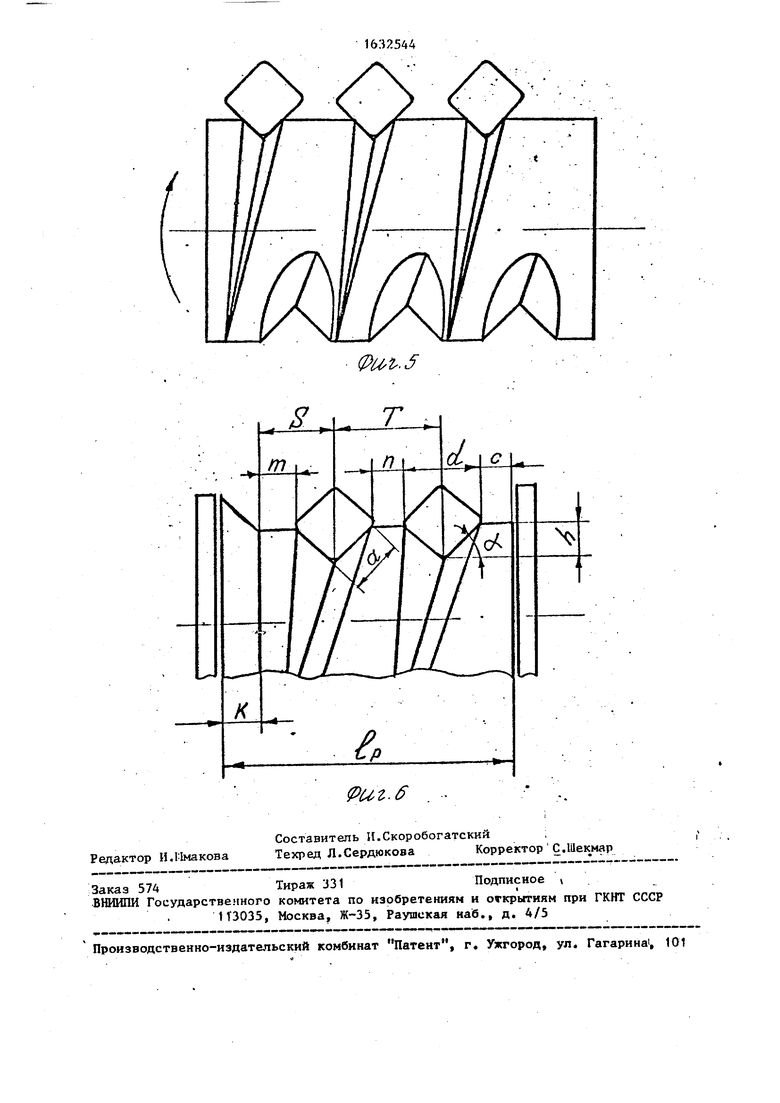
На фиг. 1 показана с хема устройства, продольный разрез; на фиг. 2 - ролик, поперечный разрез; на фиг. 3 - 5 - схема кантования заготовки; на
фиг. 6 - пример выполнения ролика кантователя.
Кантователь содержит ролики 1, по которым перемещается заготовка 2. На поверхности роликов выполнены канавки 3. Параметры канавки и ее положение на роликах кантователя связаны с размерами заготовки.
Наибольшая ширина канавки d принимается равной диагонали заготовки, а наибольшая высота канавки равна ,5d.
Наибольшую высоту канавки нецелесообразно выполнять больше поповины диагонали заготовки, так как в про&
00 ГС
ел
4ь Јь
31
тивйом случае для соблюдения условия прочности ролика придется увеличить его диаметр, при этом ухудшается и доступ к осматриваемым граням заго-, товки.
Угол при вершине канавки выполнен прямым, так как это условие задается формой заготовки в сечении, а угол наклона стенок канавки к оси ролика QC выбирается в пределах 30-60 . Это требование является предпочтительным и обусловливается свободным обзором обеих верхних граней заготовки одновременно, при нарушении которого улучшается обзор одной грани, а вторая становится невидимой. Причем об- зор граней улучшается, когда угол о имеет переменное значение по длине канавки в тех же пределах, так как при этом происходит покачивание заготовки.
Смещение канавок вдоль оси валка
должно быть в пределах Эт°
объясняется тем, что при S две соЪедние канавки попадают в створ друг друга и происходит передача заготовк из канавки в канавку без ее кантовки
При заготовка также не кантуетЈл Ј
ся, так как центр ее тяжести после выхода из канавки находится над горизонтальным участком ролика. Учитывая что для квадратной заготовки ее стор на относится к диагонали ,3d, смещение канавок определяется соотношением
,9d.
Шаг расположения канавок вдоль оси ролика складывается из ширины канавки и расстояния между ними и находится в пределах ,4d, с учетом
того, что rocf K0,4d, выбирается из
условия, что заготовка при прохожде- нии по ролику должна обязательно попасть в канавку.
На фиг-. 2 показан вариант располо-50 составляет жения канавки на ролике. Их может быть несколько по периметру ролика или одна, лежащая на части периметра. В последнем случае это . позволяет расширить технологические возможности, так как заготовка может находиться в положении как на ребре, так и на грани, а в первом - снизить время
Прим товки квадр стороной а условии, ч , товки парал равен 500 вателя, ра
55
d
Следоват канавки на
Число ка нимается ра
(цикла кантовки, что повышает произ- .водительность кантователя.
Кантователь работает следующим образом.
В исходном положении заготовка, перемещаясь по рольгангу, захватывается входным участком канавки и становится на ребро. В этом положении осматриваются и удаляются дефекты с двух верхних граней заготовки. Далее снова включаются ролики кантователя и заготовка одновременно с осевым движением начинает подниматься над уровнем роликов за счет переменной высоты канавки. В тот по- мент, когда канавка уже не может устойчиво держать заготовку на ребре, она падает и кантуется на 90е, попа
составляет
дая на входной участок этой же канавки другим ребром. Заготовка всегда кантуется в сторону стенки канавки с меньшим утлом наклона к оси ролика за счет смещения в эту сторону центра ее тяжести. Это обстоятельство позволяет судить о принципиальной возможности работы в двух режимах: когда заготовка попадает после кантования в эту же канавку, т.е. проходит процесс с осевой передачей заготовки, и когда заготовка кантуется в следующую канавку, т.е. одновременно с осевым перемещением заготовки происходит ее поперечная передача.
I
После кантовки заготовка снова
осматривается, удаляются поверхностные дефекты и включается привод кантователя. Циклы кантовки повторяются до полного осмотра заготовки при ее одновременном осевом перемещении и вращении вокруг оси через 90°. I
Пример. Для кантования заготовки квадратной формы в сечении со стороной мм и длиной 3 м при условии, что в потоке идут две заго- , товки параллельно, а диаметр роликов равен 500 мм, ширина канавки кантователя, равная диагонали заготовки,
составляет
d o;r250MMСледовательно, наибольшая высота канавки на входе
мм.
Число канавок вдоль оси валка принимается равным двум, по числу затотонок в потоке. По периметру ролика располагается одна канавка. Наибольшая ее длина равна
lK ii dp 1b70 мм, где dp - диаметр ролика.
Следовательно, за один оборот роликов заготовка перемещается в осевом направлении на это же расстояние После подхода к кантователю заготовки она за два оборота роликов полностью находится на роликах с канавкой, т.е. в положении на-ребре. Для полного осмотра заготовки необходимо две кантовки, следовательно, необходимо еще два оборота роликов. Итого, длина кантователя должна быть (i4 6280 мм.
Длина бочки ролика кантователя складывается из двух канавок и участков k,m,n,c. Размеры этих участков выбираются из тех соображений, чтобы заготовка не могла пройти по ролику, не попав в канавку. Очевидно, что
100 мм,
.200 2
в этом случае центр тяжести заготовки при ее прохождении по ролику всегда оказывается над канавкой и она скатывается в нее. .Длина участка k выбирается из тех соображений, что в процессе кантовки заготовка при перемещении в сторону буртика ролика не касается его, т.е.
k мм.
Необходимость скоса на этом участке объясняется тем, чтобы заготовка при перемещении на грани не попадала на этот участок, бочки ролика
Следовательно, длина
lp 2d+c+m+n+k 925 мм. Наибольшее смещение канавки вдоль оси валка
мм.
канавок вдоль
Шаг расположения оси ролика
T6d+n 350 мм.
Применение предлагаемого изобретения позволяет упростить конструкцию кантователя, а также сократить число кантовок для осмотра.заготовки со всех сторон, причем выявление поверхностных дефектов производится без остановки заготовки.
Формула изобретения
1.Кантователь длинномерных прямоугольных заготовок, включающий ряд роликов, связанных с приводом их вращения и расположенных перпендикулярно оси заготовок, каждый со средствами перемегчения заготовок, отличающийся тем, что, с целью упрощения конструкции и повышения производительности путем совмещения операций транспортирования и кантования заготовок, упомянутые средства выполнены в виде по крайней мере одной расположенной по винтовой линии канавки треугольного сечения с пря мым углом при вершине, имеющей наибольшую глубину, равную половине ширины канавки, и Постепенно уменьшающуюся до диаметра бочки ролика по / длине винтовой линии, при этом шаг винтовой линии составляет 1-1,4 шири- ны канавки, а угол наклона стенок канавки к оси ролика находится в пределах 30-60 .
2.Кантователь по п. 1, отличающийся тем, что,. с целью улучшения обзора граней заготовки при осмотре, угол наклона стенок канавкй выполнен переменным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стеллаж с кантователем для инспекции квадратных заготовок | 1986 |
|
SU1419782A1 |
| Кантователь квадратных и плоских заготовок | 1982 |
|
SU1115825A1 |
| Валок для шаговой прокатки многогранных полос | 1988 |
|
SU1588453A1 |
| Кантователь квадратных заготовок | 1988 |
|
SU1570816A1 |
| Кантователь квадратных заготовок | 1982 |
|
SU1113194A1 |
| Кантователь заготовок на стеллаже | 1985 |
|
SU1380826A1 |
| Устройство для кантования и передачи прямоугольных заготовок многоручьевой машины непрерывного литья | 1988 |
|
SU1570841A1 |
| Кантователь заготовок | 1977 |
|
SU801925A1 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Кантователь плоских заготовок на 180 @ | 1988 |
|
SU1667975A1 |

Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано для кантования проката на участках осмотра и удаления поверхностных дефектов. Цель изобретения - упрощение конструкции и повышение производительности путем совмещения операций транспортирования и кантования заготовок, улучшение обзора граней заготовок. При захвате заготовки входным участком канавки она устанавливается на ребро. При вращении роликов кантователя заготовка кантуется на 90 в сторону стенки канавки, имеющей меньший угол наклона к оси ролика. При попадании заготовки после кантог вания в указанную канавку осуществляется процесс с осевой передачей заготовки. При кантовании заготовки в следующую канавку одновременно с осевым перемещением заготовки происг ходит ее поперечная передача. Это позволяет выявлять поверхностные дефекты без остановки заготовки. 1 з.п. ф-лы, 6 ил. (Л
Фиг. 5.
Фиг.. 4.
(Pttbf
| 0 |
|
SU154220A1 | |
| Кантующие валки | 1985 |
|
SU1271606A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для поперечного перемещения проката | 1987 |
|
SU1447456A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
