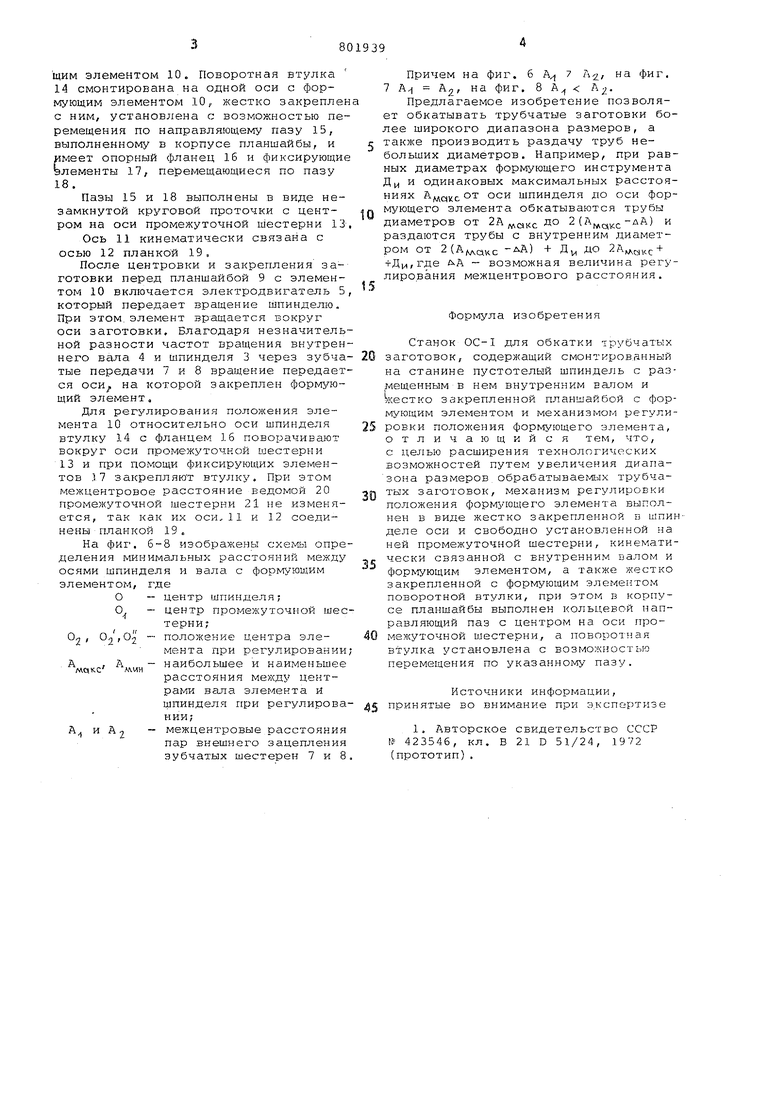
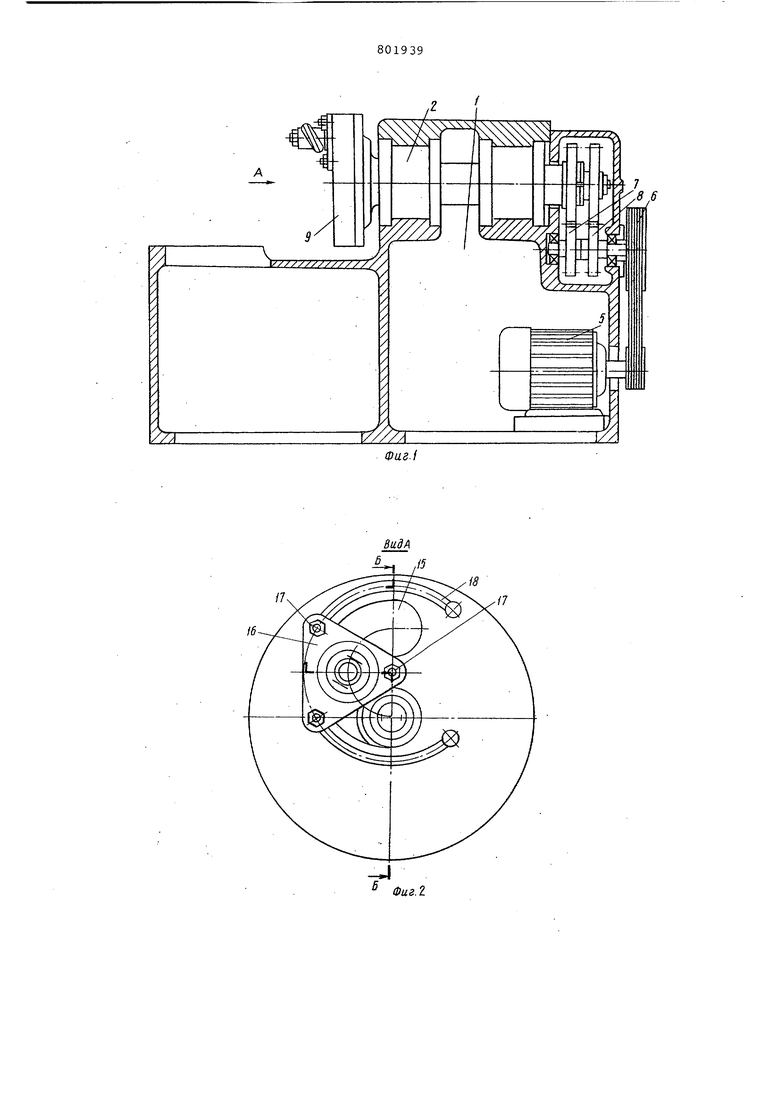
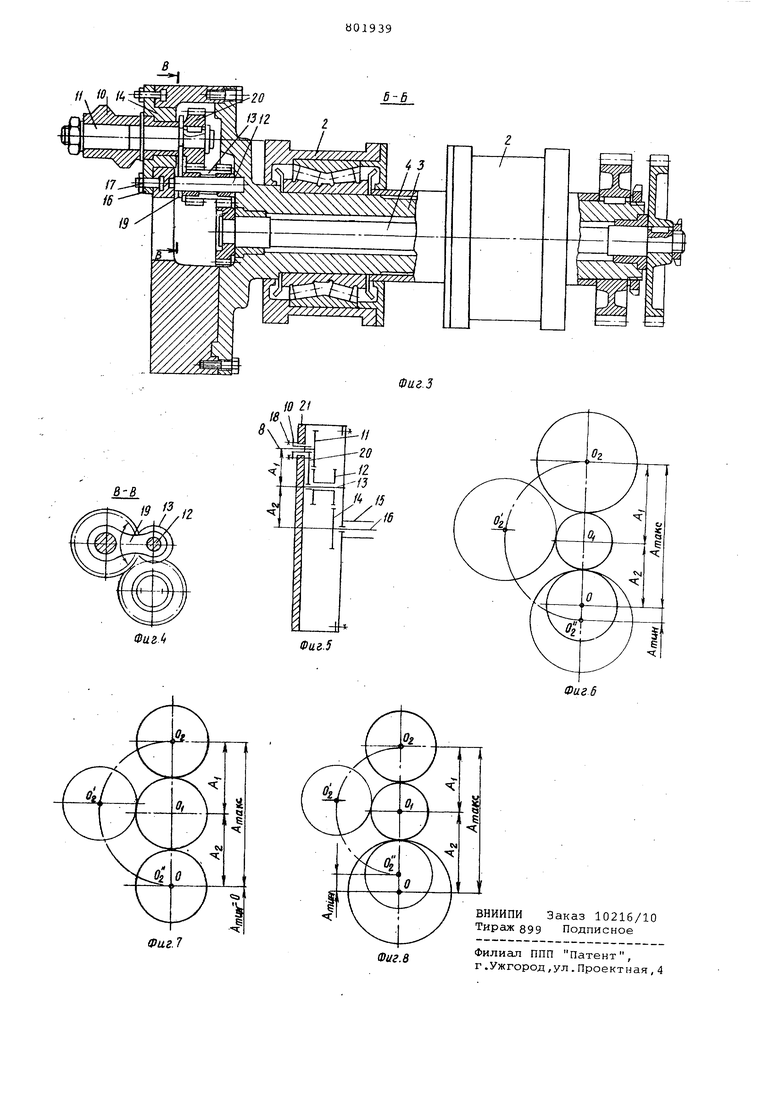
(54) СТАНОК OC-I ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК щим элементом 10. Поворотная втулка 14 смонтирована на одной оси с формующим элементом 10, жестко закрепле с ним, установлена с возможностью пе ремещения по направляющему пазу 15, выполненному в корпусе планшайбы, и имеет опорный фланец 16 и фиксирующи элементы 17, перемещающиеся по пазу 18. Пазы 15 и 18 выполнены в виде незамкнутой круговой проточки с центром на оси промежуточной шестерни 13 Ось 11 кинематически связана с осью 12 планкой 19, После центровки и закрепления заготовки перед планшайбой 9 с элементом 10 включается электродвигатель 5 который передает вращение шпинделю, При этом, элемент вр-ащается вокруг оси заготовки. Благодаря незначитель ной разности частот вращения внутрен него вала 4 и шпинделя 3 через зубча тые передачи 7 и 8 вращение передает ся ocи на которой закреплен формующий элемент. Для регулирования положения элемента 10 относительно оси шпинделя втулку 14 с фланцем 16 поворачивают вокруг оси промежуточной шестерни 13 и при помощи фиксирующих элементов .17 закрепляют втулку. При этом межцентровое расстояние ведомой 20 промежуточной шестерни 21 не изменяется, так как их оси,11 и 12 соединены планкой 19. На фиг, 6-8 изображены схемгл опре деления минимальных расстояний между осями шпинделя и вала с формующим элементом, где О - центр шпинделя; - центр промежуточной шес терни; Oj , - положение и.ентра элемента при регулировании - наибольшее и наименьшее расстояния между центрами вала элемента И шпинделя при регулирова нии; А и А2 - межцентровые расстояния пар внешнего зацепления зубчатых шестерен 7 и 8 Причем на фиг. б А 7 А2, на Фиг, 7 А 2, на фиг, 8 А А. Предлагаемое изобретение позволяет обкатывать трубчатые заготовки более широкого диапазона размеров, а также производить раздачу труб небольших диаметров. Например, при равных диаметрах формующего инструмента Д и одинаковых максимальных расстояниях Аддд;,( от оси шпинделя до оси формующего элемента обкатываются трубы диаметров от 2А кс Д° 2 (А,-дА) и раздаются трубы с внутренним диаметром от 2(А(дщ(- -лА) + Д до 2А + +Ди,где ЛА - возможная величина регулирования межцентрового расстояния. Формула изобретения Станок OC-I для обкатки трубчатых заготовок, содержащий смонтированный на станине пустотелый шпиндель с размещенным в нем внутренним вапом и жестко закрепленной планшайбой с формующим элементом и механизмом регулировки положения формующего -элемента, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения диапазона размеров обрабатываемых труб- атых заготовок, механизм регулировки положения формующего элемента выполнен в виде жестко закрепленной в шпин деле оси и свободно установленной на ней промежуточной шестерни, кинематически связанной с внутренним валом и формующим элементом, а также л естко закрепленной с формующим элементом поворотной втулки, при этом в корпусе планшайбы выполнен кольцевой направляющий паз с центром на оси промежуточной шестерни, а поворотная втулка установлена с возможностью перемещения по указанному пазу. Источники информации, принятые во внимание при э.кспертизе 1, Авторское свидетельство СССР 423546, кл, В 21 D 51/24, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки концов трубчатых заготовок | 1989 |
|
SU1768343A1 |
| Станок для обкатки концов трубчатых заготовок @ -8 | 1982 |
|
SU1098614A1 |
| Планетарный обкатной станок | 1987 |
|
SU1444031A1 |
| СТАНОК ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1972 |
|
SU423546A1 |
| Станок для обкатки трубчатых заготовок | 1990 |
|
SU1750816A1 |
| Планетарный станок для обкатки трубчатых заготовок | 1987 |
|
SU1433561A1 |
| Копировально-фрезерный станок | 1978 |
|
SU794892A1 |
| СТАНОК ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1969 |
|
SU257421A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
17
i8
/7
Фиг.2
