./
У//////////
Изобретение относится к технологическому оборудованию для изготовления изделий из труб обкаткой, а именно к станкам для обкатки концов труб поворотным инструментом трения.
Известен станок для обкатки концов трубчатых заготовок, содержащий полый шпиндель с приводом его вращения, планшайбу, закрепленную на конце шпинделя, поворотный инструмент трения, закрепленный на валу, смонтированном в планшайбе параллельно оси шпинделя, промежуточный вал, установленный в полости шпинделя и кинематически связанный с валом инструмента трения, и механизм поворота промежуточного вала относительно шпинделя 1.
В известном станке привод содержит зубчатый дифференциальный механизм для обеспечения постоянной разности скоростей вращения шпинделя и промежуточного вала, т. е. для обеспечения постоянной скорости вращения промежуточного вала и инструмента трения относительно шпинделя. Такая зависимость скорости поворота промежуточного вала от скорости шпинделя ограничивает технологические возможности известного станка, поскольку не позволяет обеспечить разную скорость поворота инструмента трения, необходимую для обкатки заготовок разных типоразмеров, а также изменять текущее значение этой скорости непосредственно во время обкатки для приближения к максимально допустимой.
Цель изобретения - повышение технологической возможности станка.
Цель достигается тем, что в станке для обкатки концов трубчатых заготовок, содержащем полый шпиндель с приводом его вращения, планшайбу, закрепленную на конце шпинделя, поворотный инструмент трения, укрепленный на валу, смонтированном в планшайбе параллельно оси шпинделя, про.межуточный вал, установленный в полости шпинделя и кинематически связанный с упомянутым валом для инструмента трения, и механизм поворота промежуточного вала относительно шпинделя, промежуточный вал выполнен с концевым резьбовым участком, а механизм поворота промежуточного вала относительно шпинделя - в виде гайки, закрепленной в шпинделе, гидроцилиндра со штоком, размещенного в полости шпинделя, и винта с разнонаправленными несамотормозящими наружной и внутренней резьбами, соединенного со штоком гидроцилиндра и
размещенного в гайке и на концевом резьбовом участке промежуточного вала.
На фиг. 1 изображен станок для обкатки концов трубчатых заготовок, продольный
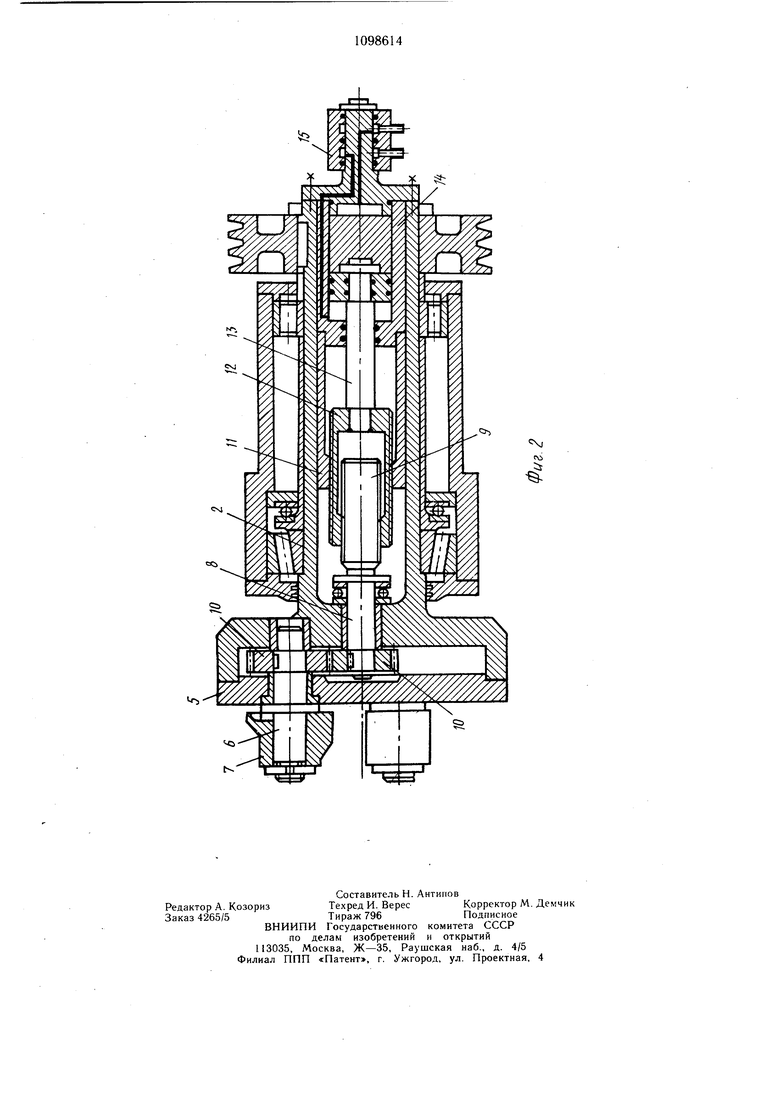
разрез; на фиг. 2 - узел шпинделя станка, продольный разрез.
Станок содержит станину 1 со шпинделем 2, электродвигатель 3, клиноременную передачу 4. На конце шпинделя закреплена
планшайба 5, где на валу 6 укреплен инструмент 7 трения для обкатки заготовок. В полости шпинделя установлен промежуточный вал 8, имеющий концевой резьбовой участок 9. Посредством шестерен 10 вал 8 соединен с валом 6. Гайка 11 закреплена
5 на шпинделе 2. Винт 12 выполнен с наружной и внутренней несамотормозящими резьбами и установлен на резьбовом участке 9 про.межуточного вала, а также в гайке 11. Этот винт соединен со штоком 13 гидроциQ линдра 14, закрепленного в полости шпинделя и и.меющего муфту 15 для подачи в него рабочей жидкости от источника (не показан).
Вращение шпинделя и, следовательно,
5 планетарное движение обкатки инструмента 7 вокруг оси шпинделя (оси обкатки) выполняется от электродвигателя 3 через клиноременную передачу 4.
Поворот промежуточного вала 8 (а следовательно, и через шестерни 10 поворот ва ла 6 с инструментом 7) выполняется с соответствуюшей скоростью благодаря перемещению винта 12 относительно неподвижных в осевом направлении гайки 11 и резьбового участка 9 промежуточного вала 8. При этом винт 12 вместе со щтоком 13 гидроцилиндра выполняет винтовое движение. Разное направление резьбы соединения винта 12 с гайкой 11 и винта 12 с резьбовым участком 9 обеспечивает значительную величину угла поворота вала 8 при мало.м осе0 вом перемещении винта 12 со штоком 13. Последнее выполняется с практически любой скоростью благодаря подаче рабочей жидкости в гидроцилиндр 14 через муфту 15 от источника, например насоса регулируемой производительности.
Обеспечение в предлагаемом станке обкатки с любой изменяемой по заданному закону скоростью поворота инструмента трения относительно шпинделя и оси обкатки позволяет расширить его технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки концов трубчатых заготовок | 1989 |
|
SU1768343A1 |
| Планетарный станок для обкатки трубчатых заготовок | 1987 |
|
SU1433561A1 |
| Планетарный ротационный станок | 1989 |
|
SU1741956A1 |
| Планетарный обкатной станок | 1987 |
|
SU1444031A1 |
| Планетарный обкатной станок | 1987 |
|
SU1459766A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Станок для обкатки трубчатых заготовок | 1990 |
|
SU1750816A1 |
| Приспособление для обкатки трубчатых заготовок | 1989 |
|
SU1687341A2 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Устройство для ориентации, на-жиВлЕНия и НАВиНчиВАНия КРЕпЕжНыХдЕТАлЕй | 1978 |
|
SU806392A1 |
Станок для обкатки концов трубчатых заготовок, содержащий полый шпиндель с приводом его вращения, планщайбу, закрепленную на конце щпинделя, пoвopOJHый инструмент трения, укрепленный на валу, смонтированном в плаищайбе параллельно оси щпинделя, промежуточный вал, установленный в полостн шпинделя и кинематически связанный с упомянутым валом, и- механизм поворота промежуточного вала относительно шпинделя, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения независимого поворота инструмента трения, промежуточный вал выполнен с концевым резьбовым участком, а механизм поворота про. межуточного вала относительно шпинделя - в виде гайки, закрепленной в шпинделе, гидроцилиндра со щтоком, размещенного в полости шпинделя, и винта с разнонаправленными несамотормозящими наружной и внутренней резьбами, соединенного со штоком ,гидроцилиндра и размещенного в гайке и г на концевом резьбовом участке промежуточного вала. г, 15 //// ///////
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1972 |
|
SU423546A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
