(54) СТАНОК ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ НА МЕТЧИКАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| Устройство для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU827231A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Головка для накатывания резьбы на метчиках | 1981 |
|
SU969393A1 |
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Головка для накатывания резьбыНА МНОгОгРАННыХ МЕТчиКАХ | 1979 |
|
SU795674A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Устройство для накатывания резьбы на метчиках | 1980 |
|
SU940968A1 |
| Головка для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU801947A2 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении резьбообразующего инструмента.
Известен , специальный ре ьбонакатный полуавтомат модели А 9518, накатывающий цилиндрическую резьбу профилированными, роликами 1.
Недостатком полуавтомата является возможность получения только цилиндрических резьб..
Наиболее близким по техническому penjeнию к данному изобретению является устройство для накатывания резьбы на метчиках, содержащее инструментальные шпиндели, корпус, Закрепленные в корпусе- оси, подвески, установленные на осях с возможностью качания, резьбонакатные ролики, закрепленные на подвесКах, и копир. Подвески установлены параллельно с продольными осями и выполнены симметрично относительно осей их качания, причем резьбонакатные ролики установлены на концах обеих-подвесок на равном расстоянии качения 2.
Известное устройство позволяет одновременно выполнять формообразование резьбового профиля и его затылование. Однако для этого необходимо использовать только те заготовки метчиков, рабочая часть которых имеет предварительную огранку. Кроме того, варьировать типоразмерами метчиков, а также изменять величину затылования невозможно.
Цель изобретения - расширение технологических возможностей устройства.
Поставленная цель достигается тем, что в станке для накатывания резьбы на мет10чиках, содержащем инструментальные и)пиндели, корпус, закрепленные в корпусе-оси, подвески, .установленные на осях с возмож-, ностью качания, резьбонакатные ролики, закрепленные на подвесках, и копир, инстру15 ментальный ошиндель установлен с возможностью перемещения в гбризонтальной плоскости, а подвески выполнены с пазами, в которых установлены с возможностью продольного перемещения резьбонакатные ролики..
20
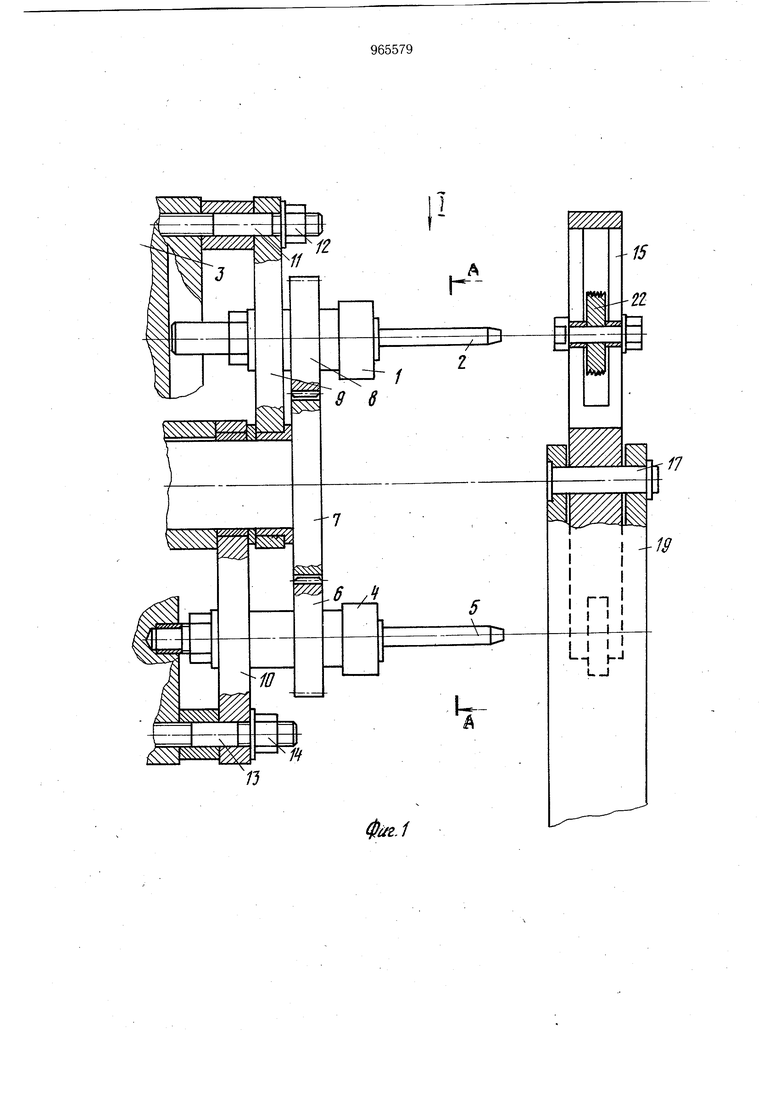
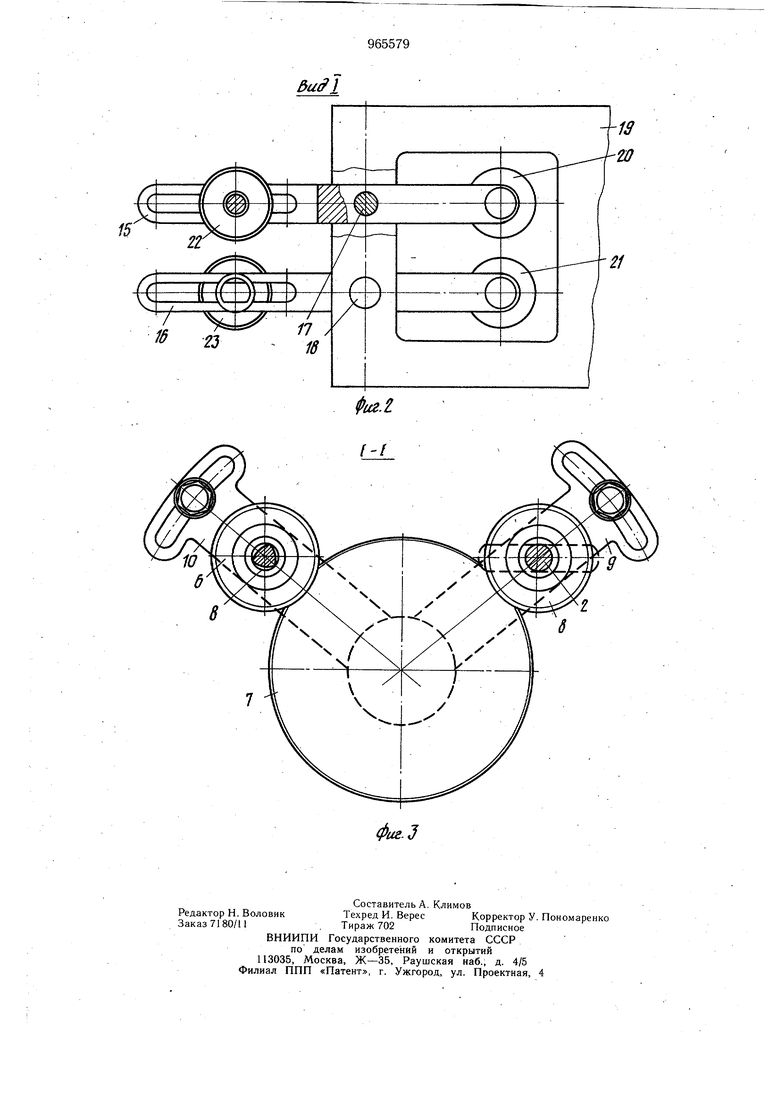
На фиг. 1 представлен корпус с подвесками, общий вид; на фиг. 2 - вид 1 на фиг. 1; на фиг. 3 - р-азрез А-А на фиг. 2.
Станок для накатывания резьбы на метчиках содержит инструментальный шпиндель 1, в котором крепится заготовка 2 метчика Шпиндель 1 установлен в передней бабке 3 станка с возможностью вращения и перемещения в горизонтальной плоскости. Шпиндель 4, в котором закреплен копир 5, установлен в передней бабке 3 станка с возможностью вращения. Шпиндели 1 и 4 кинематически связаны друг с другом зубчатыми колесами 6-8. На ступице паразитного колеса 7 установлены рычаги 9 и 10, причем рычаг 9 связан со шпинделем 1, а рычаг 10 - со шпинделем 4. Рычаг 9 шпиль()й 11 и гайкой 12 крепится к передней IaoKe 3 станка, а рычаг 10 - шпилькой 13 и гайкой 14. Подвески 15 и 16 установлены на осях 17 и 18 в корпусе 19. На одном плече подвесок 15 и 16 установлены гладкие ролики 20 и 21, а на другом - в продольных пазах - резьбонакатные ролики-22 и 23. Станок работает следующим образом. Инструментальные шпинделя 1 и 4 с заготовкой 2 метчика, копиром 5, рычагами 9 и 10, зубчатыми колесами 6-8 установлены на передне бабке, например, токарновииторезного станка, таким образом, чтобы зубчатое колесо 6 шпинделя 4 находилось взацеплении с приводной шестерней, установленной на шпинделе токарно-винторезного станка. Корпус 19 с подвесками 15 и 16 устанавливается в резцедержателе станка таким образом, чтобы ось копира 5 находилась в промежутке между гладкими роликами 20. и 21, а ось заготовки метчика 2 - в промел утке между резьбонакатными роликами 22 и 23. Копиру 5 и заготовке 2 метчика сообщают синхронное вращение, а корпусу 19 с подвесками - продольное перемещение, равное шагу обрабатываемой резьбы за один оборот заготовки 2 метчика. По мере того, как гладкие ролики 20 и 21 входят в контакт с копиром 5, резьбонакатные ролики 22 и 23 входят во взаимодействие с поверхностью заготовки 2 метчика и-формообразуютрезьбовый профиль. Причем, одновременно с накатыванием резьбы происходит ее затылование, так как копир 5 сообщает подвескам 15 и 16 с .резьбонакатными роликами 22 и 23 возвратно-качательные движения. После того, как заготовка 2 метчика обработана на всю длину рабочей части, движения реверсируют. По сравнению с известным, предлагаемый станок для накатывания резьбы на метчиках позволяет обрабатывать метчики с различными величинами затылования, что расширяет технологические возможности станка. Формула изобретения Станок для накатывания резьбы на метчиках, содержащий инструментальные шпиндели, корпус, закрепленные в корпусе оси, подвески, установленные на осях с возможностью качания, резьбонакатные ролики, закрепленные на подвесках, и копир, отличающийся тем, что, с целью расширения технологических возможностей, инструментальный шпиндель установлен с возможностью перемещения в горизонтальной плоскости, а подвески выполнены с пазами, в которых установлены с возможностью продольного перемещения резьбонакатные ролики. Источники информации, принятые во внимание при экспертизе 1.Миропольский Ю. А. и Луговой Э. П. Накатывание резьб и профилей. М., «Машиностроение, 1976, с. 65-68. 2.Авторское свидетельство СССР № 827231, кл. В 21 Н 3/04, 23.03.79 (прототи п).
