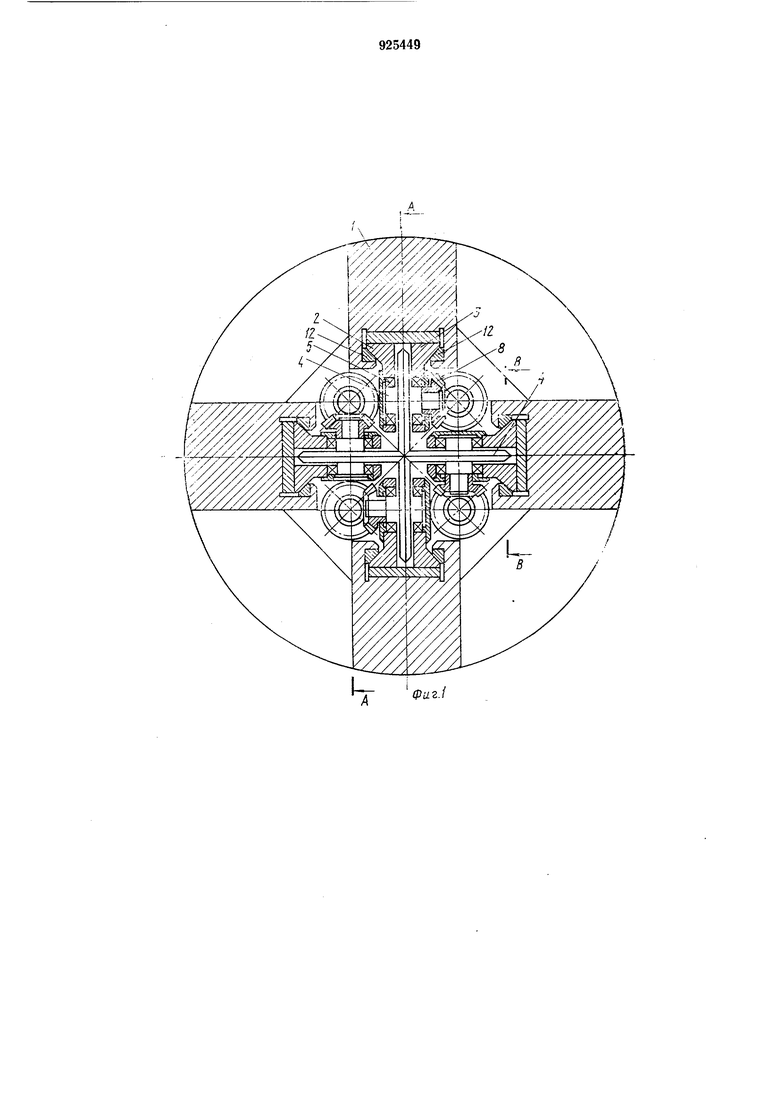
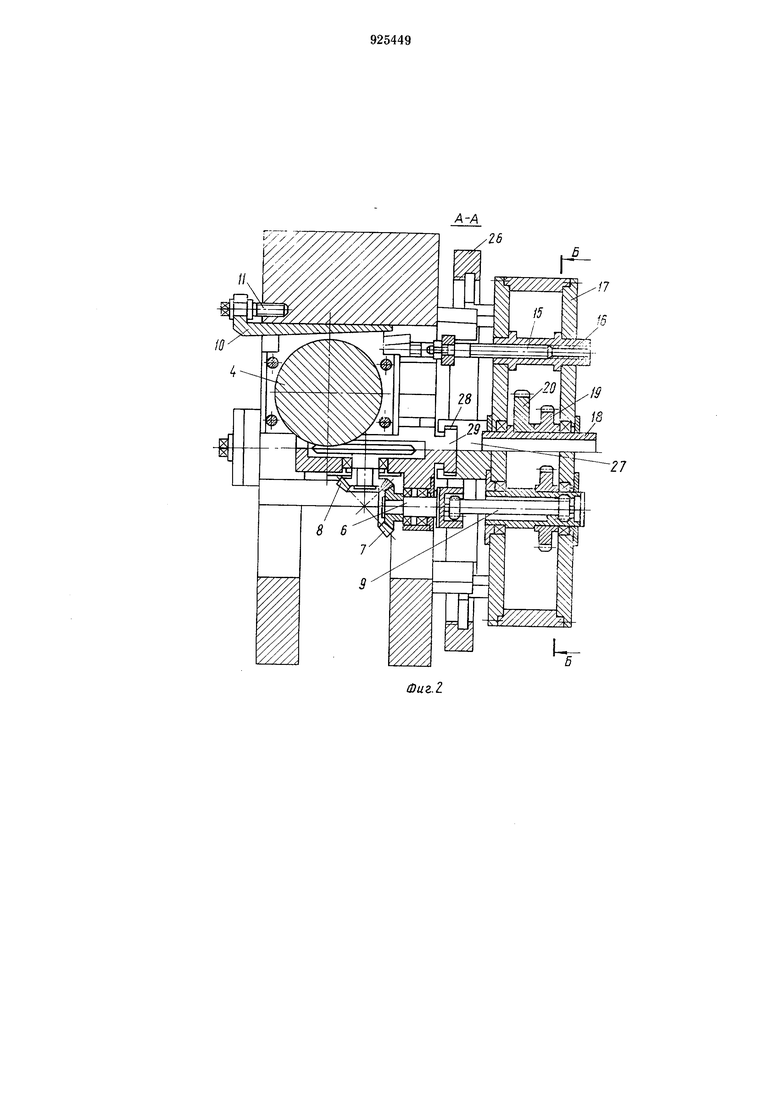
(54) ПРОКАТНАЯ КЛЕТЬ Изобретение относится к прокатному производству. Наиболее близкой к предлагаемой клети по технической сущности является известная прокатная клеть преимущественно (ДЛЯ прокатки сортовых профилей, включающая станину, установленные с возможностью перемещения вдоль и поперек оси прокатки кассеты с попарно расположекными в них рабочими В1алками, механизм осевой установки валков, распределительную коробку 1. Недостатком такого устройства является сложность настройки пар рабочих валков на необходимую величину относительного смещения вдоль оси прокатки. Целью изобретения является упрощение насггройки пар рабочих валков по оси прокатки. Поставленная цель достигается тем, что в прокатной клети преимущественно ДЛЯ прокатки сортовых профилей, включающей станину, установленные с возможностью перемещения вдоль и поперек оси прокатки кассеты с попарно расположенными в них рабочими валками, механизм осевой установки валков, распределительную коробку, согласно изобретению на Kopnyqe распределительной коробки выполнены приливы, в которых установлены кассеты с рабочими валками, а распределительная коробка выполнена с возможностью перемещения вдоль оси прокатки относительно станины и снабжена приводом осевого перемещения. На фиг. 1 изображена прокатная клеть, поперечный разрез; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 разрез Б-Б фиг. 2; на фиг. 4 - разрез В-В фиг. 1; на фиг. 5 - разрез Г-Г фиг. 3; на фиг. 6 - разрез Д-Д фиг. 3. Прокатная клеть включает станину 1, в окне которой установлены кассеты. Каждая кассета состоит из левой 2 и правой 3 подушек, жестко связ анных между собой, и рабочего валка 4, установленного на подшипниках 5 качения. В расточке подушки 3 установлен вал 6 с осью вращения, параллельной оси прокатки, на одном хвостовике которого размещена коническая шестерня 7, входящая в зацепление с шестерней 8, закрепленной на хвостовике валка 4. На другом хвостовике вала б размещена головка шпинделя9. Для радиальной регулировки кассет с валками 4 на станине 1 установлен клин 10 с помощью винта 11. Для осевой регулировки кассет с валками 4 и их уравновешивання клеть снабжена механизмом, состоящим из двух
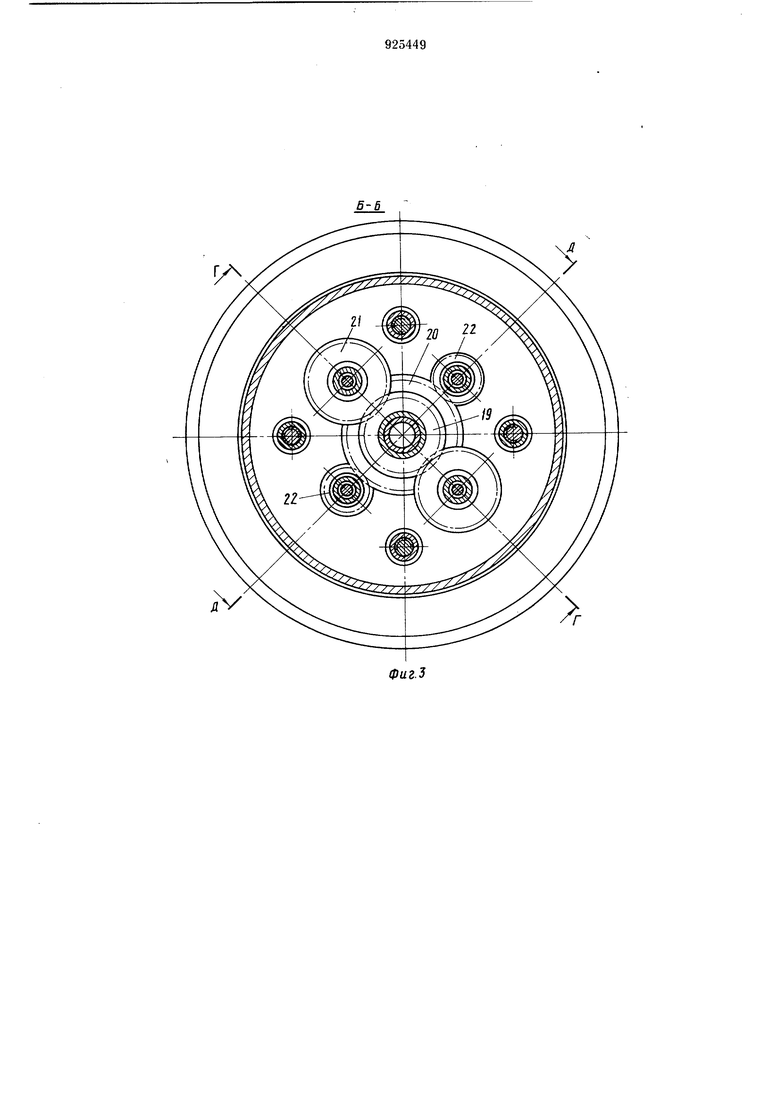
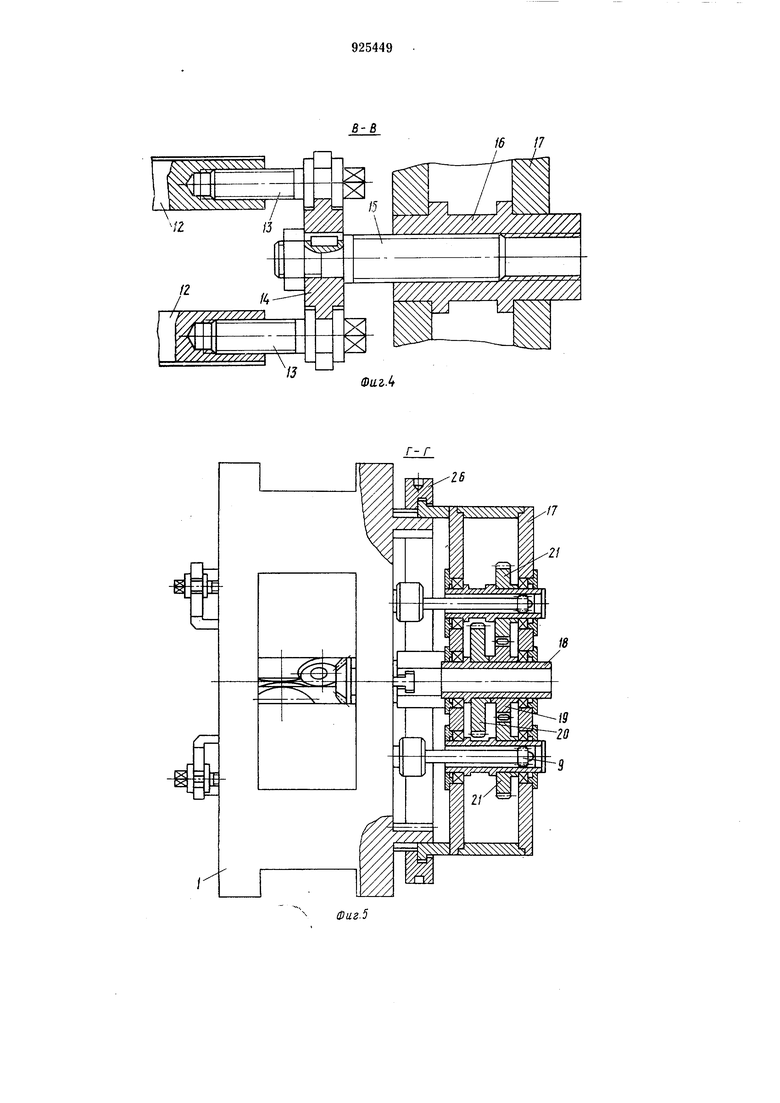
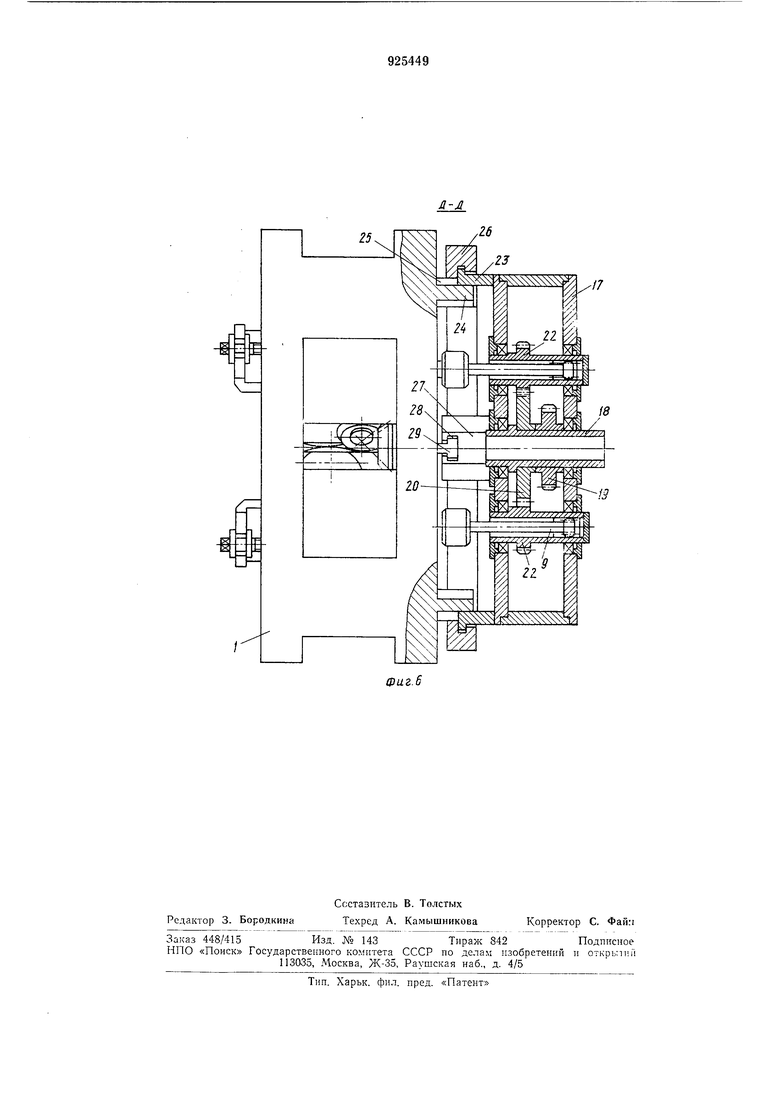
боковых клиньев -2, расположенных по обе стороны кассет в пазах станины 1 и свяаанных между собой с; помощью регулировочных винтов 13 и траверсы 14, а также с винтом 15 синхронного перемещения клиньев 12, примем гайка 16 этого винта расположена в корпусе распределительной коробки 17. Клинья 12 имеют равный наклон с опорной поверхностью нажимного клина 10 в направлении осн прокатки, благодаря чему при своем синхронном перемещении они прижимают подушки 2 и 3 кассеты к центральному нажимному клину 10. В то же время они образуют некоторый угол с опорной поверхностью в поперечном направлении, благодаря чему при раздельном перемещеиии клиньев 12 производится осевая установка кассеты с валком 4. Кинематическая связь валков 4 между собой и с главным приводом осуществляется с помощью коробки 17 с цилиндрическим зубчатым зацеплением, у которой оси щестерен расположены параллельно оси прокатки. Эта коро&са имеет центральный пустотелый Ш для пропуска прокатываемого металла. На таком валу 18 установлены две цилиндрические шестерни 19 и 20, с однюй из которых входят в зацепление две шестерни 21, передающие вращение на горизонтальные валки 4, а другая (шестерня 20) взаимодействует о двумя шестернями 22, передающими вр1ащение соответственно на вертикальные валки 4. Передаточное отношение шестерен 19 и 21, передающих вращение на горизонтальные валки 4,. отличается от передаточного отношения шестерен 20 и 22, которые передают вращение на вертикальные валки 4, на величину вытяжки металла, прокатываемого в первой паре валков 4.
Валы шестерен 21 и 22 выполнены пустотелыми, .4 полости которых установлены с возможностью осевого перемещепия головки шпинделей 9.
Коробка 17 лапами 23 опирается на (гаправляющпе 24 станины 1. Для предотвращения поворота этой коробки вокруг оси прокатки, а направляющих 24 вдоль ocii прокатки выполнены пазы 25, в которые входят лапы 23 коробки 17. Эти направляющ11е имеют также резьбу, по которой перемещается гайка 26. Последняя :вязывает коробку 17 со станиной 1. Для перемещаемой п.ары валков 4 в этой коробке выполнены приливы 27 с радиальными пазами 28, в которые входят хвостовики 29 кассет с валками 4, что обеспечизает жесткую фиксацию кассет только здоль оси прокатки и позволяет при необходимости производить радиальную и осезую регулировку валков.
Прокатная клеть работает следующим образом.
Вращение от главного привода передается на вал 18 коробки 17, на котором 5 установлены шестерни 19 и 20, передающие вращение через соответствующие шестерни 21 н 22 на шпиндели 9. Далее вращение передается через шестерни 7 и 8 на валки 4. Радиальная регулировка кассет с валками 4 осуществляется с помошью клина 10 и винта 11.
Осевая регулировка и жесткая фиксация кассет с валками 4 в станине 1 осушествляются двумя клиньями 12, разпомодельное перемещение которых
щью винтов 13 обеспечивает осевую регулировку кассет, а их синхронное перемещение с помощью винта 15, гайки 16 и траверсы 14 - жесткую фиксацию кассет в этой станине.
Плавное бесступенчатое перемещение одной пары кассет с валками 4 относительно другой осуществляется следующим образом. Ослабляются клинья 12 фиксации в станине 1 кассет с в алками 4 и клин 10. Затем вращением гайки 26 производится перемещение в направлении прокатки коробки 17 вместе с двумя кассетами с валками 4. При этом другая па ра кассет с такими валками остается неподвижной, .а головки шпинделей 9 этой пары кассет скользят по соответствующим пустотелым валам шестерен коробки 17. После смещения пары кассет вдоль осп
прокатки на требуемую величину осуществляется радиальная и осевая установка каждой кассеты.
Формула изобретения
Прокатная клеть преимущественно для прокатки сортовых профилей, включающая станину, установленные с возможностью перемещения вдоль и поперек оси прокатки кассеты, с попарно расположенными в них рабочими валками, механизм осевой установки валков, распределительную коробку, отличающаяся тем, что, с целью упрощения настройки пар р абочих
валков по оси прокатки, на корпусе распределительной коробки выполнены приливы, в которых установлены кассеты с рабочими валками, а распределительная коробка выполнена с возможностью перемещения вдоль оси прокатки относительно станины и снабжена приводом осевого перемещения.
Источник информ ации, принятый во внимание при экспертизе:
1 Авторское свидетельство СССР по заявке 2655893/23-02, кл. В 21 В 13/10, 1978.
Л
«v
д
r
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1979 |
|
SU804017A1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| Прокатная клеть с многовалковым калибром | 1974 |
|
SU529856A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1585030A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Прокатная клеть | 1976 |
|
SU564013A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |