(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШНЕКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки шнеков | 1981 |
|
SU980974A1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Устройство для закрепления деталей | 1981 |
|
SU990467A1 |
| Устройство для надевания резино-ВОй ТРубКи HA дОРН | 1979 |
|
SU839732A1 |
| СТЕНД ДЛЯ СБОРКИ КОНТРФОРСНОИ БАЛКИ КАТОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU397557A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С ЦИЛИНДРИЧЕСКИМИ | 1971 |
|
SU288983A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ СУШИЛЬНЫХ ШТАБЕЛЕЙ | 1971 |
|
SU301306A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| Станок для соединения витков плоской спирали скобами | 1985 |
|
SU1378987A1 |

1
Изобретение относится к машиностроению, а именно к устройствам для изготовления шнеков из листовой стали путем насаживания сформированной цельной спи.рали на вал шнека и предназначенных для использования в качестве подбирающего органа на сельскохозяйственных машинах.
Из.естно устройство для навивки спиралей, состоящее из программного механизма в виде сменного дискового кулачка зубчатой передачи, связывающей кулачок с вращающейся оправкой, и зубчато-реечной передачи, связывающей посредством цепной передачи кулачок с валом регулирования вариатора I.
Недостатком известного устройства -является сложность конструкции и отсутствие возможности изготовлять шнеки значительных диаметров.
Наиболее близким к предлагаемому является устройство для изготовления щнеков, содержащее размещенные на основании механизм фиксации трубы и механизм для прихвата спирали к трубе, а также пиевмоцилиндр для перемещения спирали и упор для ориентации спирали 2.
Недостатком данного устройства является невысокая производительность из-за наличия большого количества производимых им технологических операций.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что устройство для изготовления шнеков снабжено рамой с откидной перекладиной, на которой укреплен пневмоцилиндр для перемещения спирали, двумя валами, смонтированными на указанной раме, и нажимными упорами в виде подпружиненных кронштейнов, установленных на валах с возможностью перемещенияи поворота относительно оси вала, а -упор для ориентации спирали укреплен на откидной перекладине.
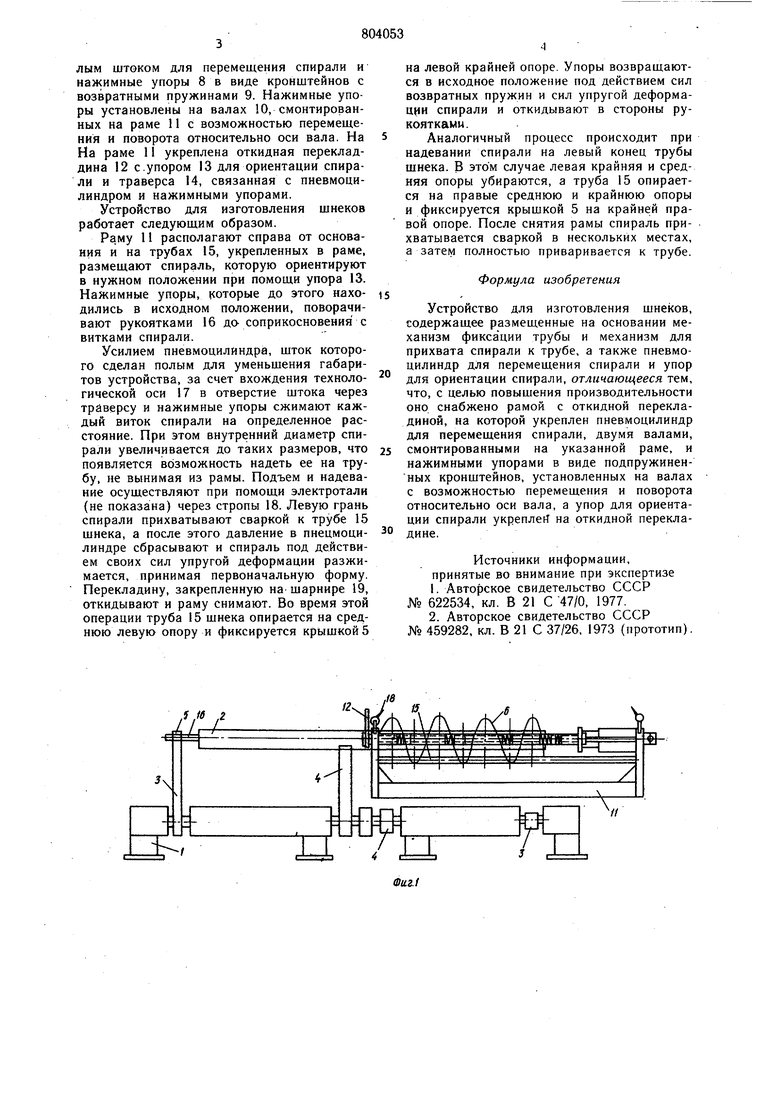
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же вид сбоку.
Устройство для изготовления шнеков содержит размещенные на основании 1 мехаинзм фиксации трубы 2, выполненный в виде крайних откидных опор 3 и средних откидных опор 4 с крышками 5, и механизм для прихвата спирали 6 к трубе (не показан), а также пневмоцилиндр 7 с полым штоком для перемещения спирали и нажимные упоры 8 в виде кронштейнов с возвратными пружинами 9. Нажимные упоры установлены на валах 0, смонтированных на раме 11 с возможностью перемещения и поворота относительно оси вала. На На раме 11 укреплена откидная перекладдина 12 с.упором 13 для ориентации спирали и траверса 14, связанная с пневмоцилиндром и нажимными упорами. Устройство для изготовления шнеков работает следующим образом. Раму 11 располагают справа от основания и на трубах 15, укрепленных в раме, размещают спираль, которую ориентируют в нужном положении при помощи упора 13. Нажимные упоры, которые до этого находились в исходном положении, поворачивают рукоятками 16 до соприкосновения с витками спирали. Усилием пневмоцилиндра, щток которого сделан полым для уменьшения габаритов устройства, за счет вхождения технологической оси 17 в отверстие штока через траверсу и нажимные упоры сжимают каждый виток спирали на определенное расстояние. При этом внутренний диаметр спирали увеличивается до таких размеров, что появляется возможность надеть ее на трубу, не вынимая из рамы. Подъем и надевание осуществляют при помощи электротали (не показана) через стропы 18. Левую грань спирали прихватывают сваркой к трубе 15 шнека, а после этого давление в пнецмоцилиндре сбрасывают и спираль под действием своих сил упругой деформации разжимается, принимая первоначальную форму. Перекладину, закрепленную на шарнире 19, откидывают и раму снимают. Во время этой операции труба 15 шнека опирается на среднюю левую опору и фиксируется крышкой 5 cU на левой крайней опоре. Упоры возвращаются в исходное положение под действием сил возвратных пружин и сил упругой деформации спирали и откидывают в стороны рукоятками . Аналогичный процесс происходит при надевании спирали на левый конец трубы шнека. В этом случае левая крайняя и средняя опоры убираются, а труба 15 опирается на правые среднюю и крайнюю опоры и фиксируется крышкой 5 на крайней правой опоре. После снятия рамы спираль прихватывается сваркой в нескольких местах, а затем полностью приваривается к трубе. Формула изобретения Устройство для изготовления шнеков, содержащее размещенные на основании механизм фиксации трубы и механизм для прихвата спирали к трубе, а также пневмоцилиндр дЛя перемещения спирали и упор для ориентации спирали, отличающееся тем, что, с целью повышения производительности оно снабжено рамой с откидной перекладиной, на которой укреплен пневмоцилиндр для перемещения спирали, двумя валами, смонтированными на указанной раме, и нажимными упорами в виде подпружиненных кронщтейнов, установленных на валах с возможностью перемещения и поворота относительно оси вала, а упор для ориентации спирали укреплен на откидной перекладине. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 622534, кл. В 21 С 47/0, 1977. 2.Авторское свидетельство СССР № 459282, кл. В 21 С 37/26, 1973 (прототип). . 6в f J /
/a
Фи2.3. ||
