(54) УСТРОЙСТВО ДЛЯ НЕПРЕРМВНОГО ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОВГ1Х ИЗДЕЛЙГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления длинномерных изделий | 1981 |
|
SU1028526A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Установка для сборки рукавов | 1979 |
|
SU912533A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| Способ получения длинномерных резиновых изделий | 1981 |
|
SU979158A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| Экструзионная головка | 1988 |
|
SU1537559A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ МЕТОДОМОБКАТКИ | 1966 |
|
SU189559A1 |
| Вибрационная головка червячного пресса для полимерных композиций | 1990 |
|
SU1736726A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
Изобретение относится к изготов лению длинномерных полых резиновых изделий и может быть использовано дл изготовления заготовок ездовых камер пневматических шин. Известно устройство для непрерывного формования и вулканизации полых резиновых изделий, содержащее червяч ный пресс с профилирующей головкой, ванну для жидкого высокотемператур-v ного теплоносителя и связанный с профилирующей головкой прямой обогре ваемый дорн, снабженный системой., обеспечивающей снижение трения при перемещении изделия 1. Однако полученное на указанном устройстве полое изделие не может быть использовано в качестве заготов ки для кольцевых изделий высокого качества, так как при изгибе прямоли нейного изделия наружная поверхность его вытягивается, а на внутренней образуются складки. Наиболее близким к предлагаемому по технической сути является уст, ройство для непрерывного формования и вулканизации полых резиновых изде лий, содержащее червячный пресс с профилирующей головкой, ванну для жидкого высокотемпературного тепло- носителя и связанный с профилирующей головкой спиральный обогреваемый дopн снабженный системой, обеспечивающей снижение трения при перемещении изделия (2. В известном устройстве дорн имеет поперечное сечение с диаметром, большим наружного диаметра полого изделия/ и при вулканизации длинномерное изделие перемещается внутри дорна с зазорами относительно его стенки, поэтому получаемое полое изделие не имеет стабильных размеров поперечного сечения и строго определенного радиуса кривизны в результате чего не обеспечивается качественного формования полых изделий в виде спирали. Цель изобретения - обеспечение качественного формования полых изделий в виде спирали. Цель достигается тем, что в устройстве для непрерывного формования и вулканизации полых резиновых изделий, содержащем червячный пресс с профилирующей головкой, ванну для . жидкого высокотемпературного теплоносителя и связанный с профилирующей головкой спиральный обогревае1«й дорн, снабженный системой, обеспечивающей снижение трения при переметеНИИ изделия., витки дорна выполнены с диаметром, равным диаметру витков спирали изделия, и с поперечным сечением имеющим наружный диаметр, равны внутреннему диаметру изделия.
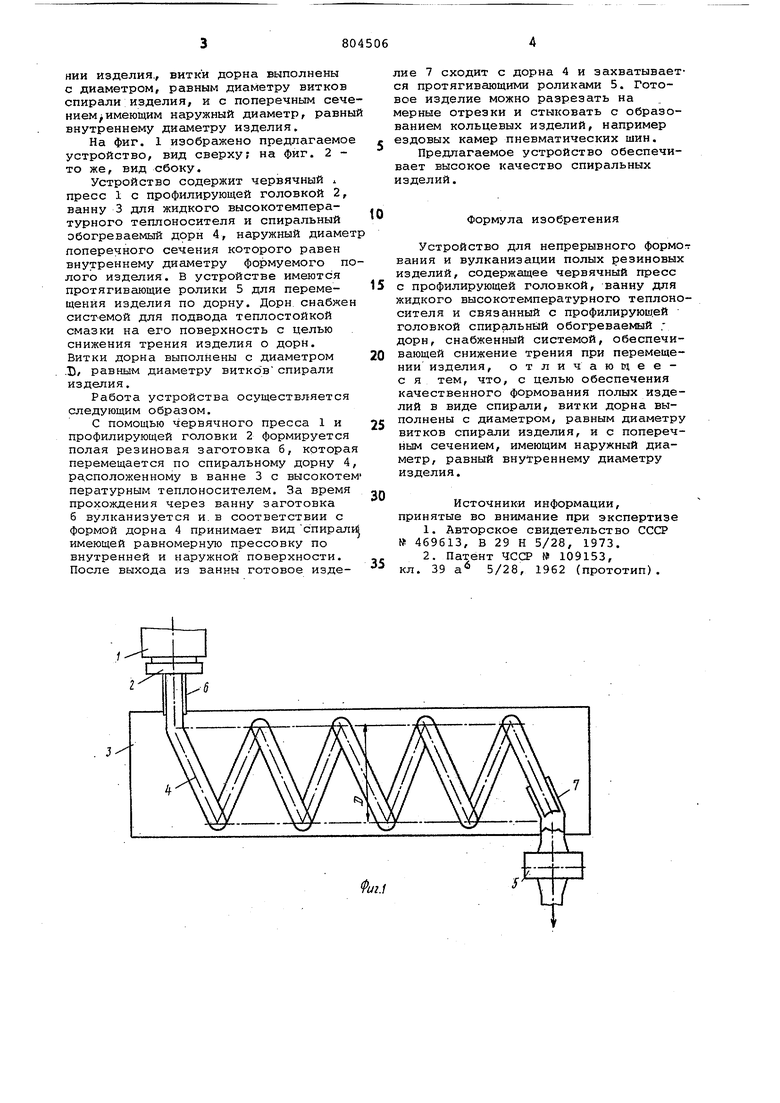
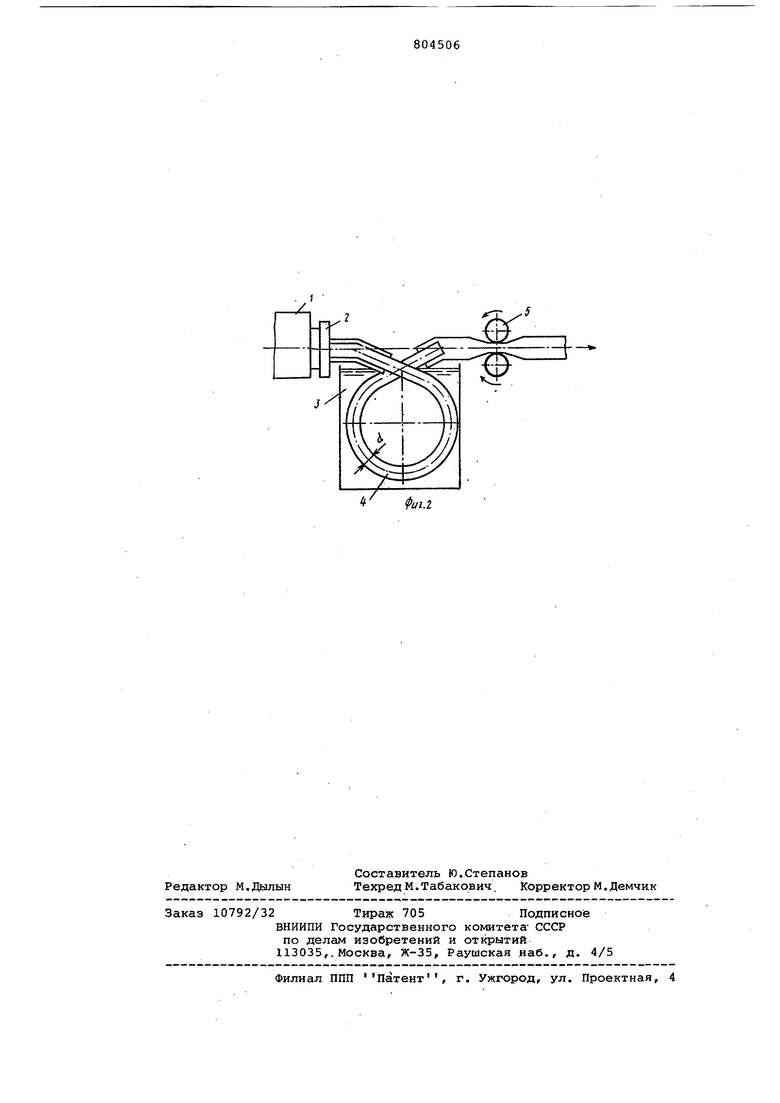
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 то же, вид сбоку,
Устройство содержит червячный пресс 1 с профилирующей головкой 2, ванну 3 для жидкого высокотемпературного теплоносителя и спиральный обогреваемый дорн 4, наружный диамет поперечного сечения которого равен внутреннему диаметру формуемого полого изделия. В устройстве имеются протягивающие ролики 5 для перемещения изделия по дорну. Дорн снабжен системой для подвода теплостойкой смазки на его поверхность с целью снижения трения изделия о дорН. Витки дорна выполнены с диаметром .13, равным диаметру витко в спирали изделия.
Работа устройства осуществляется следующим образом.
С помощью червячного пресса 1 и профилирующей головки 2 формируется полая резиновая заготовка б, которая перемещается по спиргшьному дорну 4, расположенному в ванне 3 с высокотем пературным теплоносителем. За время прохождения через ванну заготовка 6 вулканизуется и. в соответствии с формой дорна 4 принимает вид спирали имеющей равномерную прессовку по внутренней и наружной поверхности. После выхода из ванны готовое изделие 7 сходит с дорна 4 и захватывается протягивающими роликами 5. Готовое изделие можно разрезать на мерные отрезки и стыковать с образованием кольцевых изделий, например ездовых камер пневматических шин.
Предлагаемое устройство обеспечивает высокое качество спиральных изделий.
Формула изобретения
Устройство для непрерывного формо вания и вулканизации полых резиновых изделий, содержащее червячный пресс с профилирующей головкой, ванну для жидкого высокотемпературного теплоносителя и связанный с профилирующей ГОЛОВКОЙ спиральный обогреваемый ; дорн, снабженный системой, обеспечивающей снижение трения при перемещении изделия, отличающеес я тем, что, с целью обеспечения качественного формования полых изделий в виде спирали, витки дорна выполнены с диаметром, равным диаметру витков спирали изделия, и с поперечным сечением, имеющим наружный диаметр, равный внутреннему диаметру изделия.
Источники информации, принятые во внимание при экспертизе
кл. 39 а 5/28, 1962 (прототип).
Фиг.г
