В известных устройствах для непрерывного изготовления резиновых изделий круглого сечения методом обкатки, включающих смонтированные на онорах обогреваемые неподвижный цилиндр с вырезами для загрузки заготовок и выгрузки изделий и концентрично расположенный в цилиндре дорп, образующий с цилиндром формующую полость и получающий от приводов вращение и возвратно-поступательное неремен-1;ение, профилирующие поверхиости цилиндра и дорна выполнены по контурам прял1ых образуюи1,их линий. Поэтому такие устройства пригодны только для изготовления кольцевых изделий круглого сечения.
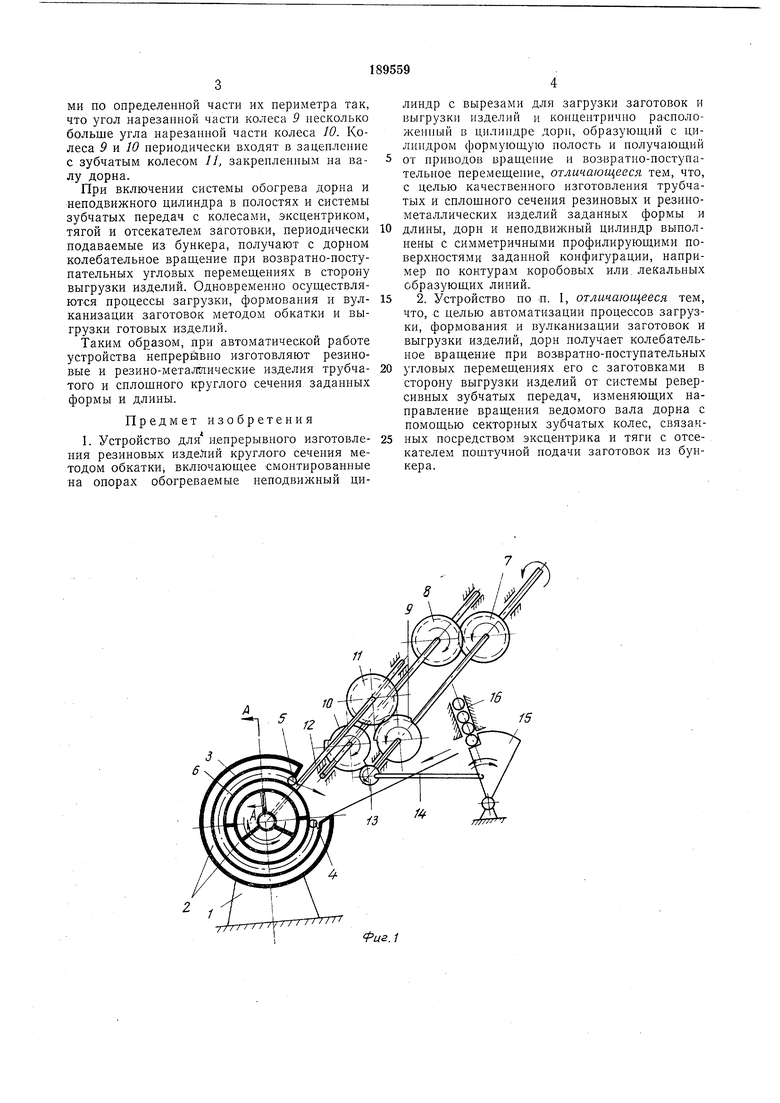
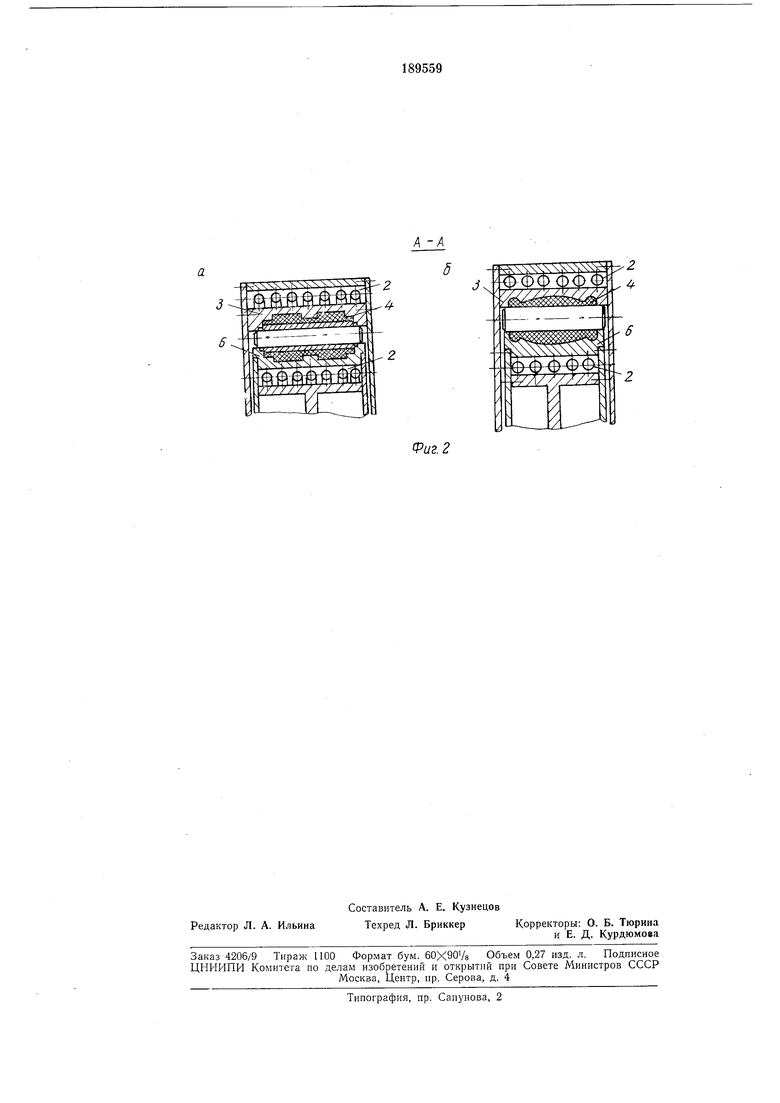
С целью качественного изготовления трубчатых и сплощного сечения резиновых и резиио-металлических изделий заданных формы и длины, в предлагаемом устройстве дорн и неподвижный цилиндр выполнены с симметричными нрофилирующими поверхностями заданной конфигурации, например но контурам коробовых или лекальных образующих линий. Кроме того, для автоматизации нроцессов загрузки, формования и вулканизации заготовок и выгрузки изделий дорн может нолучать колебательное вращение при его возвратпо-поступательных угловых неремещеииях с заготовками в сторону выгрузки изделий от системы реверсивных зубчатых передач, изменяющих направление вращения ведомого вала дорна с помощью секторных зубчатых колес, связанных эксцентриком и тягой с отсекателем поштучной подачи заготовок из бункера. Па фиг. 1 дана кинематическая схема описываемого устройства; на фиг. 2 - его разрез по Л-/1: а - с резипо-металлическим изделием, б - с трубчатым резииовЕям изделием, формуемым на съемном сердечнике.
Устройство содержит смоптированные на опорах 1 и обогреваемые в полостях 2 теплоносителем неподвижный цилиндр 3 с вырезами для загрузки заготовок 4 и выгрузки изделий 5 и концентрично расположенный в цилиндре
дорн 6, образующий с ним формующую нолость. Дорн и цилиндр вынолнены с симметричными профилируюндими поверхностями заданной коифнгурации, например по контурам Коробовых или лекальных образующих линий.
Дорн получает колебательное вращение ири возвратио-поступательных неремещениях его и заготовок с угловыми поворотами, большими в сторону выгрузки изделий, от системы реверсивных зубчатых передач с колесами 7-11.
Реверсивиые передачи изменяют направление вращения ведомого вала 12 дорна с помощью секторных зубчатых колес 9 н 10, связанных эксцентрнком 13 и тягой 14 с отсекателем 15 поштучной подачи заготовок из бункера 16.
ми по определенной частн их периметра так, что угол нарезанной части колеса 9 несколько больше угла нарезанной части колеса 10. Колеса 9 и 10 периодически входят в зацепление с зубчатым колесом //, закрепленным на валу дорна.
При включении системы обогрева дорна и неподвижного цилиндра в полостях и системы зубчатых передач с колесами, эксцентриком, тягой и отсекателем заготовки, периодически подаваемые из бункера, получают с дорном колебательное вращение при возвратно-поступательных угловых перемещениях в сторону выгрузки изделий. Одновременно осуществляются процессы загрузки, формования и вулканизации заготовок методом обкатки и выгрузки готовых изделий.
Таким образом, при автоматической работе устройства непрерйБно изготовляют резиновые и резино-металэтические изделия трубчатого и сплошного круглого сечения заданных формы и длины.
Предмет изобретения
1. Устройство для непрерывного изготовления резиновых издеЛий круглого сечения методом обкатки, включающее смонтированные на опорах обогреваемые неподвил пый цилиндр с вырезами для загрузки заготовок и выгрузки изделий и концентрично расположенный в цилиндре дорн, образующий с цилиндром формующую нолость и получающий от приводов вращение и возвратно-поступательное перемещение, отличающееся тем, что, с целью качественного изготовления трубчатых и сплошного сечения резиновых и резинометаллических изделий заданных формы и длины, дорн и неподвижный цилиндр выполнены с симметричными профилирующими поверхностями заданной конфигурации, например по контурам Коробовых или. лекальных образующих линий.
2. Устройство по л. 1, отличающееся тем, что, с целью автоматизации процессов загрузки, формования и вулканизации заготовок и выгрузки изделий, дорн получает колебательное вращение при воз.вратно-поступательных угловых перемещениях его с заготовками в сторону выгрузки изделий от системы реверсивных зубчатых передач, изменяющих направление вращения ведомого вала дорна с помощью секторных зубчатых колес, связанных посредством эксцентрика и тяги с отсекателем поштучной подачи заготовок из бункера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU308827A1 |
| Способ изготовления изделий из стекла и устройство для их изготовления | 1988 |
|
SU1622293A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| Устройство для обработки обкаткой обрезиненных изделий круглого сечения | 1983 |
|
SU1125138A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ МЕЛКОШТУЧНЫХ ПРЕДМЕТОВ | 1967 |
|
SU201191A1 |
| СПОСОБ ОБКАТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХКОЛЕС | 1969 |
|
SU237561A1 |
| Устройство для межоперационного накопления цилиндрических изделий к автоматическим линиям для их изготовления | 1987 |
|
SU1481082A1 |
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Автоматическая линия для обработки тонколистовых деталей | 1981 |
|
SU996516A1 |
иг.1
