1
Изобретение относится к cпocoбa изготовления деталей трения, в част ности подааипников скольжения, работающих в условиях сухого трения или ограниченной смазки.
Известен способ изготовления подшипника скольжения путем заполнения расплавом полимера пресс-Лормы с концентрично расположенной в ней и с зазором отн9сительно формующего элемента втулкой 1 .
Недостатком известного способа является сложная технология изготовления подшипников скольжения с дискретной поверхностью трения
Цель изобретения - упрощение технологии получения дискретной поверхности трения.
Поставленная цель достигается тем что втулку устанавливают с зазором относительно формующего элемента, пресс-формы, а заполнение расплавом полимера производят со стороны наружной поверхности вкладыша под давлением, вызывающим разрушение втулки или потерю ее формоустойчивости.
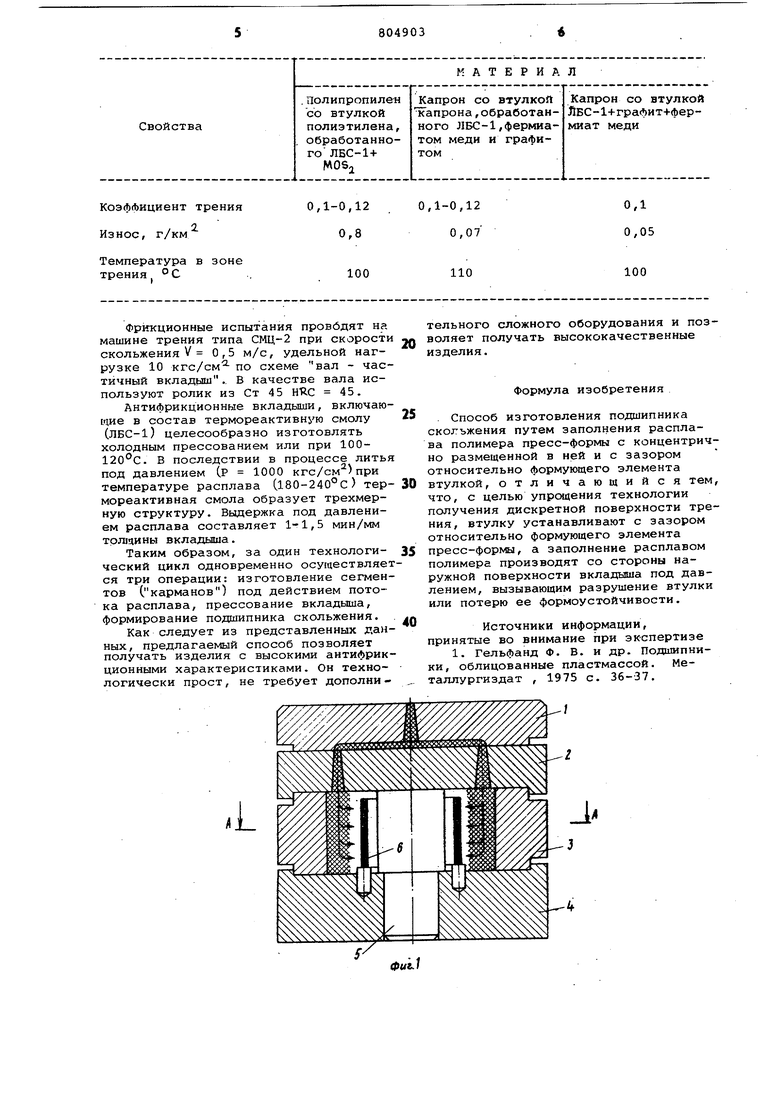
На Лиг. 1 схематически изображено устройство для осуществления способа продольный разрез; на фиг. 2 - разрез А-А на фиг. 1 в случае разрушения втулкина фиг. 3 - то же, в случае потериформоустойчивости втулки.
Пресс-Л)Орма включает верхнюю крышку 1, промежуточную литниковую кръалку 2 с определенным количеством литников. Формирующую обойму 3, нижнюю 4 крышку, формующий элемент 5. Антифрикционная втулка 6 устанавливается в обойме пресс-формы с зазором
0 относительно ее Лормующих частей. При этом в случае применения антифрикционной втулки из композиций на основе реактопластов под действием давления расплава полимера вкладыш
5 разрушается на несколько сегментов 7 (в зависимости от числа линтиковых каналов) и оформляет часть изделия (фиг. 2). Расплав заполняет трещины втулки, надежно фиксируя их в корпусе. При использовании для изготовления втулки термопластичного материала происходит деформация и проникновение избыточной части образца в расплав с образованием своеобразных
5 карманов (Фиг. 3). Количество кармаиов или сегментов антифрикционной композиции регулируется числом литниковых каналов.
Указанный способ позволяет получить изделия с высокой нагрузочной способностью и хорошими фрикционными свойствами. Он дает большие преимущества при применении в качестве антифрикционного слоя пористых связующих, которые пропитываются различными составами с целью улучшения антифрикционных и прочностных свойств Способ позволяет успешно применять пористые материалы на основе волоко термопластов. С целью повышения адгезии антифрикционной втулки к материалу корпу са, заполняющему объем пресс-формы при литье, возникает необходимость обработки вставки растворами термореактивных смол, вступаю1чих во взаимодействие с материалом основы, а затем производить формование изделий при температуре твердения этой смолы. Кроме того, антифрикционные втулки на основе термореактивной смолы (типа ЛБС-1) целесообразно изготавливать холодным прессованием или при небольших температурах. При заливке втулки из такого материала происходит структурирование термореактивной смолы с образованием трехмерной сетки . Пример. Материал антиФрикционной втулки - полиэтилен пористый пропитанный 60%-ннм раствором ЛВС и обработанный . Толщина стенки втулки 1 мм. Диаметр формующего элемента, оформляющего внутреннюю часть подшипника Бц 40 мм. Диаметр втулки Г 46 мм. Количество литниковых каналов б шт. Материг.л внешней части вкладыша - полипропилен. 180°С. Даление литья кгс/ Выдержка под давлением 1 мин. Число карманов после Лормования б шт. П р и м е р 2. лaтepиaл антилрик ционной втулки - капрон пористый, обработанный раствором 60%-ным ЛВС, форматом меди и граЛитом в соотношении 1:1. Толщина стенки втулки 1 мм. Диаметр формующего элемента, оформляющего врутреннюю часть подшипника DH 40 мм. Диаметр втулки Ъ 44 мм. Количество литниковых ка налов 6 шт. Материал внешней части вкладыша - поликапроамид. 240°С. Даление литья Р-уд 1000 кгс/смЧ Число карманов по ле Лормования б шт. П р и м е р 3. Материал ггнтигЪрик ционной втулки - композиция на осно ве (Ъеноллормальдегидной смолы, вес.%: ЛВС 30 Графит 40 Формиат меди 30. Диаметр формующего элемента ц 40 мм. Толщина стенки втулки 2 мм Диаметр втулки Ь 46 мм. Число литниковых каналов 6 шт. Материалы внешней части вкладыша - псликапроамид. лмтья . Давление литья Р 1000 кгс/см. После формования число сегментов .нти)рикционного материала 6 шт. Готовое изделие термообрабатывают при 140°С в течение 1,5 - 2 ч. Как следует из примеров 1-3, предлагаемый способ позволяет получать изделия антифрикционного назначения с различным составом рабочего слоя. Большие преимущества он дает при использовании терморазлагающихся соединений для модификации поверхностей трения. Полученные изделия с пористыми втулками целесообразно обрабатывать в смазочных маслах и консистентных смазках. При этом поры материала заполняются смазкой, выделяющейся впоследствии в процессе трения. С целью повышения адгезии антифрикционной втулки и несущего материала ее целесообразно обрабатывать растворами смол, вступающих в химическое взаимодействие с материалом основы, а затем формовать изделия при температуре твердения этой смолы. П р и м е р 4. Пористый материал на основе капрона предварительно обрабатывают 60%-ным раствором фенолформа льде гид ной смолы ЛВС. После сушки при 60-70°С втулку диаметром Dft 46 мм помещают в литьевую форму с диаметром формующего элемента ) 40 мм. Толщина стенки втулки 1 мм. Материал внешней части вкладыша - капрон. Р 1000 кгс/смЛ Выдержка под давлением 1 мин. Число литниковых каналов 8 шт. В процессе литья под действием высокой температуры поликапроамид вступает во взаимодействие с фенолформальдегидной смолой с образованием поперечных сшивок, что значительно увеличивает адгезию вкладыша к корпусу. Так, прочность на отрыв капронового вкладыша от капронового корпуса без пропитки составляет 80 кН/м, а при предварительной пропитке вклс1дьша 60%-HbW раствором ЛВС 120 кН/м. Температура формирования подшипников в обоих случаях 240°С. ОбразЕцл изделий из полученных материалов показывают высокие физико-механические и фрикционные характеристики . Данные испытания представлены в таблице.
Коэффициент трения Износ, г/км/
Температура в зоне трения °С фрикционные испытания провбдят на машине трения типа СМЦ-2 при скорост скольжения V 0,5 м/с, удельной нагрузке 10 кгс/см по схеме вал - час тичный вкладыш.. В качестве вала используют ролик из Ст 45 НЯС 45. Антифрикционные вкладыши, включаю щие в состав термореактивную смолу (ЛБС-1) целесообразно изготовлять холодным прессованием или при 100120 С. В последствии в процессе лить под давлением (р 1000 кгс/см)при температуре расплава Cl80-240°c) тер мореактивная смола образует трехмерную структуру. Выдержка под давлением расплава составляет 1-1,5 мин/мм ТОЛ1ДИНЫ вкладыша. Таким образом, за один технологический цикл одновременно осуществляе ся три операции: изготовление сегмен тов (карманов) под действием потока расплава, прессование вкладыша, формирование подшипника скольжения. Как следует из представленных данных, предлагаемый способ позволяет получать изделия с высокими антифрикционными характеристиками. Он технологически прост, не требует дополни1
0,1 0,05
100
/
Фаг./ тельного сложного оборудования и позволяет получать высококачественные изделия. Формула изобретения Способ изготовления подшипника скольжения путем заполнения расплава полимера пресс-формы с концентрично размещенной в ней и с зазором относительно формующего элемента втулкой, отличающийся тем, что, с целью упрощения технологии получения дискретной поверхности трения, втулку устанавливают с зазором относительно формующего элемента пресс-формы, а заполнение расплавом полимера производят со стороны наружной поверхности вкладыша под давлением, вызывающим разрушение втулки или потерю ее формоустойчивости. Источники информации, принятые во внимание при экспертизе 1. Гельфанд Ф. в. и др. Подшипнии, облицованные пластмассой. Меаллургиздат , 1975 с. 36-37.
/1-/1
/}-yj
Фиг. 2
ipueJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ С БИНАРНОЙ ПОВЕРХНОСТЬЮ | 2007 |
|
RU2337258C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1989 |
|
RU2050279C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО СЛОЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2349415C2 |
| Способ изготовления антифрикционных деталей | 1977 |
|
SU625938A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА | 2010 |
|
RU2462625C2 |
| АНТИФРИКЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2025588C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО САМОСМАЗЫВАЮЩЕГОСЯ МАТЕРИАЛА ДЛЯ УЗЛОВ ТРЕНИЯ (ВАРИАНТЫ) | 2019 |
|
RU2713446C1 |

