1
Изобретение относится к обработке металлов .давлением и может быть использовано для изготовления детгшей типа ступенчатых валов.
Известен инструмент, представляющий собой плс|ск1йй клин с углом подъема режущей грани, предназначенный для отделения концевых отходов от деталей, получаекых поперечно-клиновой прокаткой.
Однако известный инструмент имеет низкое качество изделий, получаемых поперечно-клиновой прокаткой: скручивание и искривление прокатываемой детали из-за различных радиусов качения по калибрующей поверхности и отрезным клиньям 1.
Известен также инструмент для поперечно-клиновой прокатки, содержащий формук1дие клинья, имеющие рабочие поверхности, боковые торцовые поверхности и отрезной механизм 2.
Недостатком известного инструмента является скручивание и искривление стержня прокатываемой детали в процессе отделения концевых отходов в результате значительного расхождения в радиусах качения прокатываемой детали по калибругадиги поверхнос тчм формующих клиньев и по режущим
граням отрезных клиньев. Отделение концевых отходов происходит, как правило, на конечных стадиях прокатки, когда прокатываемая деталь перемещается по калибрующим поверхностям формующих клиньев, и ее радиус качения определяется прокатываемьми ступенями детали. Во время отделения концевых отходов радиус
0 качения прокатываемой детали по отрез ньм клиньям изменяется от радиуса качения по калибрующей плоскости формующих клиньев в начальный момент до нуля в момент отделения. 5 Так как во время отделения концевых отходов прокатываемая деташь одновременно контактирует с калибрующими Поверх }остями формующих клиньев и , отрезными инструментами, то происхо0дит искривление и скручивание стержня прокатываемой детали, особенно при большой длине и малом диаметре прокатываемой детали, когда жесткрсть стержня детали незначительна.
S
Цель изобретения - повышение качества прокатываемых изделий путем исключения скручивания и искривления оси детали.
Поставленная цель достигается тем,
0 что отрезной механизм выполнен в виде
установленных на боковых торцовых поверхностях двух пар дисков, имеющих форму усеченного конуса, закрепленного на поверхностях конусов отрезных элементов, и расположенных вдоль осей дисков элементов для крепления дисков на соответствующих торцовыХ поверхностях.
На фигЛ изображен предлагаемый инструмент поперечно.-клиновой прокатки, вид сбоку; на фиг.2 - разрез А-А на фиг.1.
Предлагаемый инструмент содержит отрезные клинья 1, размещенные на образующих усеченных конических дисков 2 и формующих клиньев 3. Конические диски установлены вдоль боковых наружных граней формукедих клиньев 3 и закреплены на осях 4 с возможностью свободного вращения. Отрезные клинья напрессовываются на конические усеченные диски или крепятся другим способом. Возможен вариант цельноро изготовления.
Отрезные клинья 1 выступают над калибруквдей поверхностью формуюш их клиньев 3 на величину, равную половине диаметра прокатываемой детали 5 от которой отделяются концевые отходы б: Отрезные клинья юлеют два угла заострения ot и gig для облегчения внедрения в отделяемый отход.Диаметр дисков с отрезными клиньями выбвд ается таким образом, чтобы угол между касательной, проведенной из точки пересечения образующей отрезного клина и калибрующей поверхностью формообразуквдего клина не превьииал 50®.
Инструмент для поперечно-клиновой прокатки работает следующим образом
Прокатываемая деталь 5, деформированная формующими клиньями 3, накатывается на отрезные клинья 1 и ири их совмещении происходит отделение концевых отходов. На -всех стадиях внедрения отрезных клиньев в прокатываемую заготовку до отделения концевых отходов, отрезные клинья вместе с коническими дисками имеют возможность поворачиваться на осях 4, не оказывая существенного сопротивления перемещение (раскручиванию) прокатываемой детали 5 по калибрукадей поверхности формукадего клина 3.
Предлагаемый инструмент для поперечно-клиновой прокатки опробован при отделении концевых отходов от прокатываемых образцов диаметром 9 , длиной 140 мм. качество среза . хорошее, искривления и скручивания стержня во время отделения концевых ртходов не происходит. Для отделе ния концевых отходов опробованы отрезные клинья со следующими параметрами: D 50 мм - диаметр отрезных клиньев; d 15 и otj - углы заострения; 2Р 35, - угол подъма.
Прокатка аналогичных образцов на известной конструкции инструмента сопрово дается скручиванием и иск5 ривлением стержневой части, а кри.визна образцов достигает 1 мм.
Использование предлагаемого инструмента для поперечно-клиновой прокатки позволяет уменьшить кривизну прока0 тываемых деталей до 0,1-0,2 мм и, следовательно, исключить последующую ,операцию правки, снизить припуск на механическую обработку.
Внедрение изобретения позволяет J исключить операцию правки. Экономическ1й эффект от его внедрения составляет 5,4 тыс.р. в год.
Формула изобретения
Инструмент для поперечно-клиновой Прокатки,содержащий формуквдие клинья, имеющие рабочие поверхности. Зоновые торцовые поверхности и от5 резной механизм, отличающийся тем,что с целью повышения качества изделия путем исключения скручивания и искривления оси изделия, отрезной механизм выполнен в
0 установленных на боковых торцовых поверхностях двух пар дисков, имеющих форму усеченного конуса, закреплённого на поверхностях конусов отрезных элементов, и расположенных вдоль осей дисков элементов
5 для крепления На соответствующих торцовых поверхностях.
Источники информации, принятые Во внимание при экспертизе 1..Макушок Е.М. Поперечно-клино0 вая прокатка. Минск, Наука и техника} 1974, с. 69-72.
2. Авторское свидетельство СССР 571335, кл. В 21 Н 1/Г8, 03.03.76 (прототип).
.
. -n
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU927394A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU829279A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1590181A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU950471A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969389A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Инструмент для поперечной прокатки деталейТипА СТупЕНчАТыХ ВАлОВ | 1978 |
|
SU806214A1 |
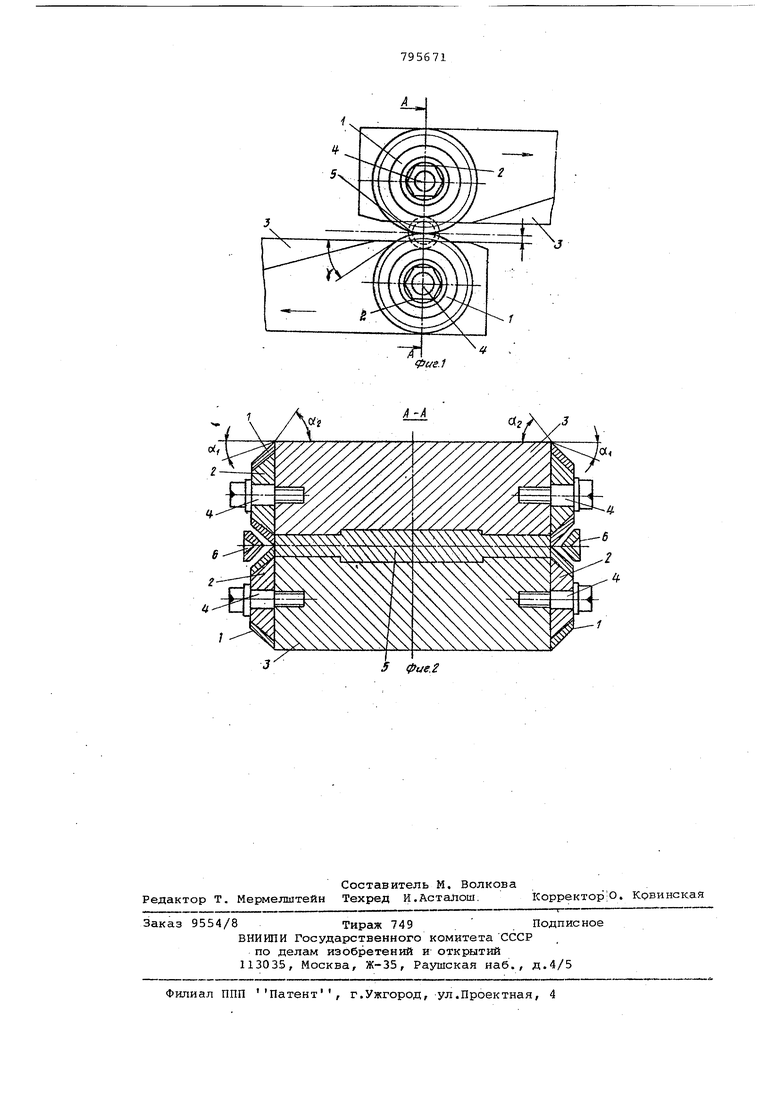
A-A
фа.2
