I
Изобретение относится к токарной обработке деталей одновременно с двух сторон и может быть использовано в любой отрасли народного хозяйства.
Известен автоматический токарйый станок, снабженный станиной, шпин-г дельными головками с резцедержателями , каждая из которых связана с приводом, бункером с отсекателем и за жимным механизмом.
Недостатком известного устройства является невозможность обработки фасонных профилей концов деталей, т.е. низкие технологические возможности.
Цель изобретения - обеспечение возможности обработки фасонных профилей с двух сторон как крупных, так и мелких деталей, т.е. расширение технологических возможностей.
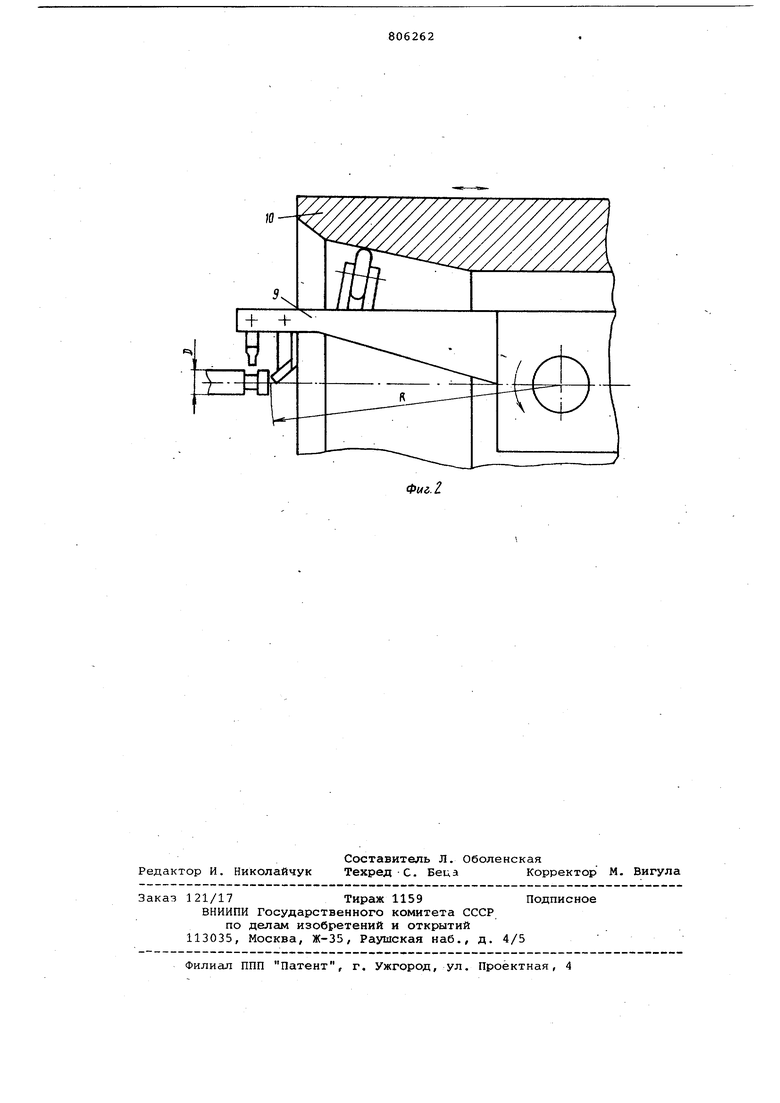
Указанная цель достигается тем, что резцедержатель установлен на шпиндельной головке шарнирмо и снабже11 копиром, выполненным в виде втулки, охватывающей шпиндель, устаг новленной с возможностью осевого перемещения вдоль оси шпиндельной го1ЛОВКИ и взаимодействия с резцедержа телем.
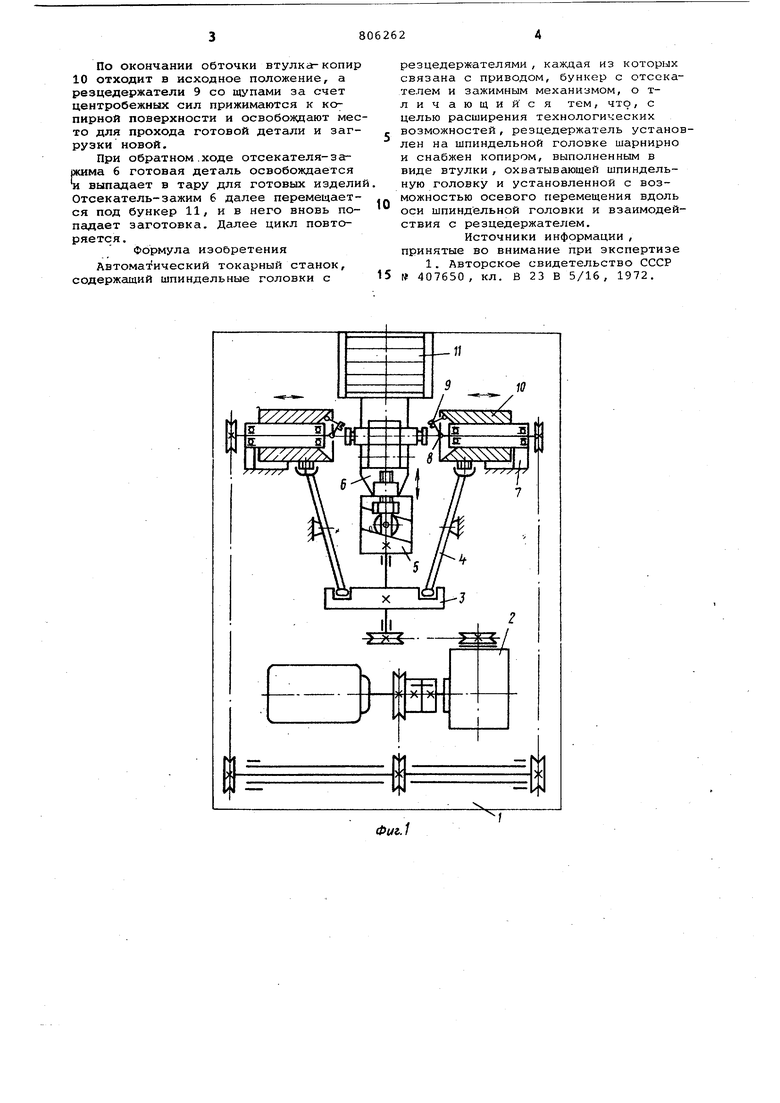
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2резцедержатель.
Автоматический токарный станок состоит из станины 1, привода 2, кулачка 3, рычагов 4, копира.5, отсекателя-зажима 6, шпиндельных голог вок 7, шарниров 8, резцедержателей 9 со щупами, втулки-копира 10 и бункера 11 для деталей.
Устройство работает следующим об- . разом.
В бункер 11 для деталей заклалываются заготовки для осей. Включается привод 2, шпиндельные головки 7 приводят во вращение резцедержатели 9 со щупами. Копир 5, вращаясь, перемещает отсекатель-зажим 6, коториый в конце хода зажимает деталь, которая останавливается соосно со шпиндельными головками 7. В это время кулачок 3 начинает перемещать втулку-копир 10, которая, воздействуя на
щупы резцедержателей 9 заставляет их поворачиваться вокруг шарниров 8 и начинать обработку деталей одйовременно с двух сторон (например подрезка торцов и проточка канавок в
оси велосипеда).
По окончании обточки втулка-копир 10 отходит в исходное положение, а резцедержатели 9 со щупами за счет центробежных сил прижимаются к копирной поверхности и освобождают место для прохода готовой детали и загрузки новой.
При обратном.ходе отсекателя-заркима 6 готовая деталь освобождается TI выпадает в тару для готовых издели Отсекатель-зажим 6 далее перемещается под бункер 11, ив него вновь попадает заготовка. Далее цикл повторяется.
Формула изобретения
Автоматический токарный станок, содержащий шпиндельные головки с
резцедержателями , каж.цая из которых связана с приводом, бункер с отсекателем и зажимным механизмом, о тличающийся тем, что, с целью расширения технологических возможностей , резцедержатель устанолен на шпиндельной головке шарнирно и снабжен копиром, выполненным в виде втулки , охватывающей шпиндельную головку и установленной с возможностью осевого перемещения вдоль оси шпиндельной головки и взаимодействия с резцедержателем.
Источники информации , принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 407650, кл. В 23 В 5/16, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический токарный станок | 1982 |
|
SU1026972A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Способ обработки тел вращения и станок для его осуществления | 1985 |
|
SU1315141A1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Многошпиндельный вертикальный станок | 1961 |
|
SU146022A1 |
| СТАНОК-АВТОМАТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШТУЧНЫХ ЗАГОТОВОК | 1973 |
|
SU395182A1 |
| Токарно-копировальный станок | 1982 |
|
SU1009720A1 |
| Устройство для выдавливания рисунка | 1977 |
|
SU734021A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
Фиг.1
Ю
