Изобретение отаосится к системам регулирования толщины полосы на станах холодной прокатки. Известно устройство для измерения толщины металлических лент, содержащее устройство для намотки металлической ленты, прошедшей через Дефлекторный ролик, огибаемый полосой, а также генераторы импульсов для раздельной регистрации углов поворота ролика и оси. мотаЛки. Сигналь пропорциональные углам поворота дефлекторного ролика и .оси моталки поступают в вьгчислитепышй блок, где по соотношению .-f-il вычисляется средняя топшина металлической ленты flj. Недостатками этого устройства яьляют ся погрешность измерения толщины, вызванная переменной плотностью намоткн на ось моталки, разнотолщинностью полосы по длине и ширине, а также непостоянством усилия натяжения. Эта погреш ность может составлять 1О%. Кроме того, ограничена. возможность тфимевего, ограничена возможность првменеввя. этого устройства только ва выходе нз стана. 11ель изобретения .-повышевия точности намерения толщины прокатываемой полосы засчет нсключевия погреилюсти, Вызвавной неплотной намоткой полосы ва моталку. Указанная цель достигается тем, что в известном устройстве, содержащим отклоняющий ролик, приводимый во вращение огибающей его полосой, соединенный с первым ген атором импульсов, второй геиератсф имаульсов, а также вычиспятельный блок, связанный входом с задатчиком диаметру отклоиякнцего ролика, а выходом - d индикат фом, дополнительно уставовлены црижимвой ролик, уставовленный в области ксттаКта полосы с а1 ловяющим роликом и соединенный со вторым генератором импульсов, третий генератор импульсов, задатчик диаметра 1фижимвого ролика, измерители ск юстей отклоняющего и при- i жимного роликов и блок синхронизации, причем выход первого ген атора им;пульсов связан с первым входом измерителя сжорооти отклоняющего ролика, а выход второго генератора импульсов через блок синхронизации соединен с первы входом измерителя скорости прижим ноге ролика, выход третьего генератора импульсов подключен ко вторым входам измерителя скорости прижимного ролика и измерителя скорости отклоняющего, ролика, первые выходы которых связаны с блоком синхронизации, а вторые с вычислительным блоком, на один из входов которого подключен задатчик диаметра прижимного ролика, первый выход измерителя скорости отклоняющего ролика ,5
подсоединен к третьему входу измерителя скорости прижимного ролика.
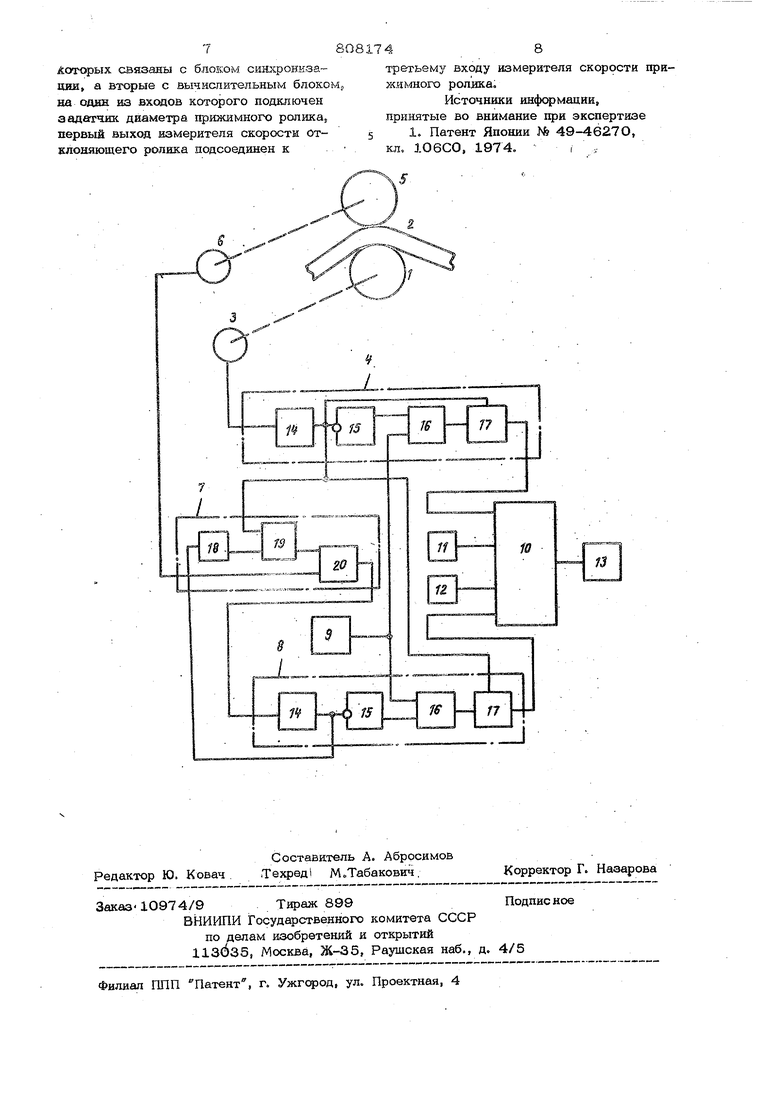
На чертеже схематически изображено предлагаемое устройство.
Устройство измерения толщины движущейся полосы состоит из отклоняющего ролика 1, приводимого во вращение огибаюшей его полосой 2 и соединенного с первым генератором 3 импульсов, выход которого подключен к первому входу измерителя 4 скорости отклоняю-. . щего ролика, а также прижимного ролика 5, установленного в области контакт полосы с отклоняющим роликом и соединенного со вторым генератором 6 импульсов, выход которого через блок 7 синхронизации связан с первым входом измерителя 8 скорости прижимного ролика. Выход третьего генератора 9 импульсов подключен ко вторым входам измерителя 4 скорости отклоняющего ролика и измерителя 8 скорости прижимного ролика, первые выходы которых связаны с блоком 7 синхронизации, а вторые с первым и вторым входами вычислительного блока 10, на третий и четвертый вход которого подключены задатчик. 11 диаметра отклоняющего ролика и задатчик 12 диаметраприжимного ролика. Кроме того, первый выход измерителя 4 скорости отклоняющего ролика подсоединен с третьему входу измерителя 8 скорости прижимного ро,лика, а выход вычислительного блока 10 связан с ивдикатором 13.
Измеритель 4 скорости отклоняющего ролика и измеритель 8 cKqppCTH прижимного ролика аналогичны и представляют собой устройство, состоящее из последовательно соединенных управляемого делителя 14 частоты, инвертора 15, схемы 16 совпадения и двоичного счетчика 17, Блок 7 .синхронизации состоит изпоследовательно соединенных формировател
18 импульсов, триггера 19 и схемы 2О совпадения.
Вычислительный блок 10 состоит из последовательно соединенных делителя, множительного устройства и сумматора (не указаны).
Устройство работает следующим образом.
Если движущуюся полосу 2 пропустит через отклоняющий ролик 1 и прижимной ролик 5, причем один из роликов огибается полосой с каким-либо углом охвата, а другой прижимается к полосе-, в зоне угла охвата полосой отклоняюствия проскальзывания, угловые скорости этих роликов определяются выражением,
и (. ,
где (x/Q и и)(, - угловые скорости отклоняющего ролика 1 и прижимного ролика 5, EL и Ь J, - соответственно диаметры отклоняющего ролика 1 и прижимного ролика 5, rj - толщина движущейся полосы.
Решая выражение (1) относительно h получаем следующее уравнение
.. 12)
Если прижимной ролик 5 и отклоняющий 35 ролик 1 имеют одинаковые диаметры, то уравнение (2) можно привести к виду
)
3
Таким образом, зная отнощение угловых скоростей отклоняющего ролика 1 и гфижимного ролика 5, их диаметры, можно по уравнению (2) или (3) определить толщинуг прокатываемой полосы, которое решается в вычислительном блоке 1О.
При движении полосы генератор 3
импульсов, связанный с ОТКЛО1ШЮЩИМ|
роликом 1 и генератор 6 импульсов, связанный с.прижимным роликом 5 вьщают импульсы с частотой пропорцио. скорости вращения соответствующих роликов. Эти импульсы поступают на управляемые делители 14 частоты измерителя 4 скорости отклоняющего ролика и измерителя 8 скорости прия{имного ролика, которые преобразуют частоту импульсов во временные интервалы соответсвенно to и Управщего ролика 1, то при условии отсутляемые делители 14 частоты целят вход ную частоту на заданное число К, т.е. на каждые поступившие на его вход К импульсов на выходе вырабатывается один тактовый импульс. При появлении на выходе управляемого делителя 14 частоты измерителя 8 скорости прижимного ролика тактового и,мпульса через инвертор 15 закрывается схема 16. При появлении тактового импульса на выходе управляемого делителя 14 частоты измерителя 4 скорости отклоняющего ролика передним фронтом этого тактового импульса, содержимое двоичных счетчиков 17 измерительной 4 и 8 скорости ; роликов переносится в вычислительный блок 1О, а задним фронтом этого импул са двоичнью счетчики 17 устанавливаются в ноль. Временные интервалы tj, и tn путем заполнения импульсами частото f из генератора 9 импульсов, преобразуются в измерителе 4 скорости отклоняющего ролика и измерителе 8 скорости щэижимного ролика в коды чисел tj f С выходов измерителя 4 скорости отклоняющего ролика и измерителя 8 скорости прижимного ролика коды чисел t f и tfif,пропорциональные угловым скоростям отклоняющего ролика 1 и прижимного ролика 5, поступают в вычислительный блок 1О, куда поступают также коды чисел, пропорциональные диаметрам роликов из задатчика 11 диаметра от кпоняющего ролика и эадатчика 12 диаметра прижимного ролика. В вычислительном :блоке 1О определяется толщина движущейся полосы 2 по соогнощениям(2) или (3) и индицируется индикатором 13. Блок 7 синхронизации осуществляет одно вре менную передачу информации о скорости отклоняющего ролика 1 и прижимного ролика с выходов измерителя 4 скорости отклоняющего ролика и измерителя 8 скорости прижимного ролика на входы вычислительного блока 10. При этом задним фронтам первого тактового импульса измерителя 4 скорости отклоняющего ролика триггер 19 блока 7 сиюфонизации устанавливается в единичное состояние сугкрываетсячсхема 2О совпадения и нмпульсы от генератора 6 импульсов поступают на вход управляемого делителя 14 частоты измерителя 8 скорости прижимного ролика 5. . До появления тактового импульса на выходе управляемого делителя 14 частоты измерителя 8 скорости прижимного ролика схема 16 совпадения открыта инвертором 15 и импульсы генератора 9 поступают на вход двоичного счетчика 17. При появлении тактового импульса на выходе управляемого делителя 14 частоты измерителя 8 скорости прижимного ролика передним фронтом через формирователь 18 импульсов блока 7 синхронизации триггер 19 устанавливается в нулевое состояние, закрывая схему 2О совпадения, прекращая при этом поступление импульсов от генератора 6 импульсов на управляемый делитель 14 частоты измерителя 8 скорости прижимного ролика. Сйновременно через инвертор 15 закрывается схема 16 совпадения, не пропуская импульсы высокой частоты на вход двоичного счетчика 17 измерителя 8 скорости прижимного ролика. При появлении тактового импульса на выходе управляемого делителя 14 частоты измерителя 4 скорости откпоняющетх .ролика содержимое -двоичных счетчиков 17 переносится в вычислительный блок 10 и работа устройства повторяется. Формула изобретения Устройство измерения толщины движущейся полосы, содержащее отклоняющий рсжик, соединенный с первым генератором импульсов, импульсов, а также вычислительный блок, связанный входом с задатчиком диаметра отклоняющего ролика, а выходом - с индикатором, отличающееся тем, что, с целью повыщения точности измерения, оно дополнительно содержит прижимной ролик, установленный в (Области контакта полосы с отклоняющим роликом и соединенный со вторым генератсфом импульсов, третий Генератор импульсов, задатчик диаметра прижимного ролика, измеритель скорости прижимного ролика, измеритель скорости отклоняющего ролика и блок синхронизации, причем выход первого генератора икшульсов связав с первым входом измерителя скорости отклоняющего ролика, а выход второго генератора импульсов через блок синхронизации соединен с первым входом измерителя скорости прижимного ролика, выход третьего генератсфа импульсов подключен ко вторым входам измерителя скорости прижимного ролика и измерителя скоросTH отклоняющего ролика, первые выходы
(
связаны с блоком синхронизации, а вторые с вычислительным блоком., на один иа вхсщов которого подключен аадатчик диаметра прижимного ролика, первый выход измерителя скорости отклоняющего ролика подсоединен к
8
третьему входу измерителя скорости прижимного ролика.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 49-4627О, кл. 106СО, 1974., „
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Устройство для контроля соотношения толщин слоев ленты при плакировании | 1987 |
|
SU1519809A1 |
| Измеритель длины полосы | 1979 |
|
SU875205A1 |
| Устройство для измерения толщины в процессе прокатки | 1978 |
|
SU766692A1 |
| Система для программного управления | 1985 |
|
SU1251033A1 |
| Устройство регулирования положения измерительного облика датчиков натяжения и формы движущейся полосы | 1981 |
|
SU992107A1 |
| Устройство автоматического управления моталкой литейно-прокатного агрегата | 1983 |
|
SU1135514A1 |
| Умножитель частоты | 1983 |
|
SU1176439A1 |
| Устройство для испытаний датчиков давления | 1983 |
|
SU1129624A1 |
