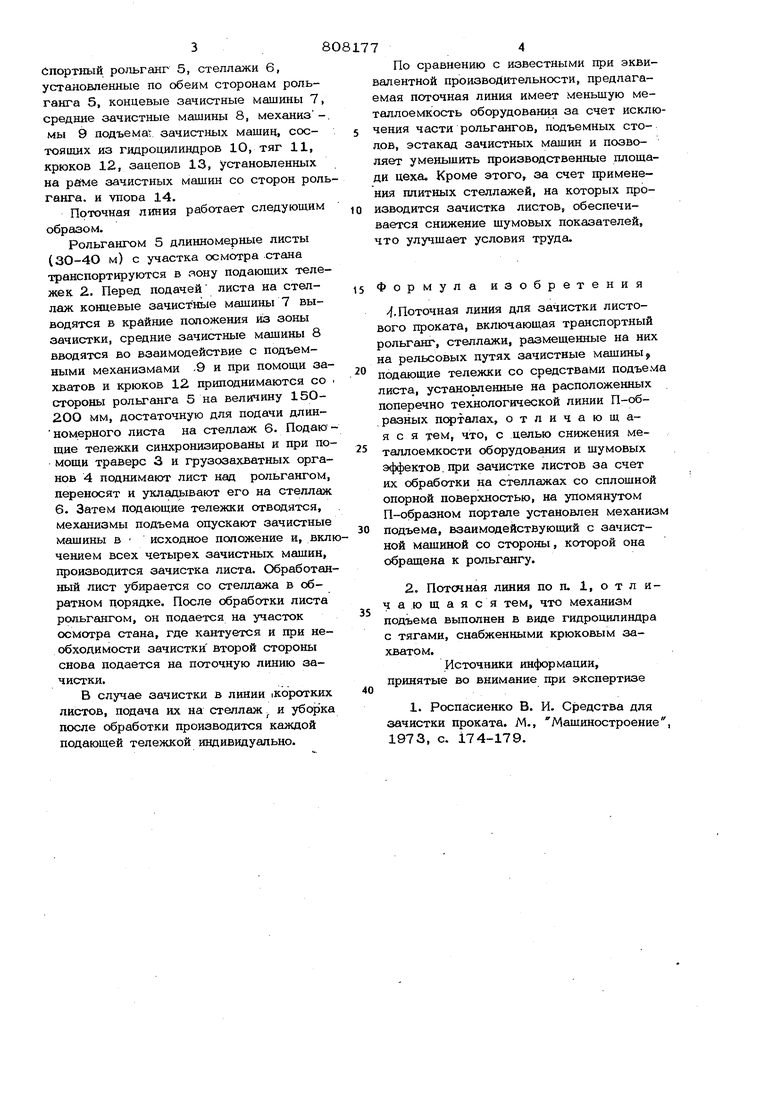
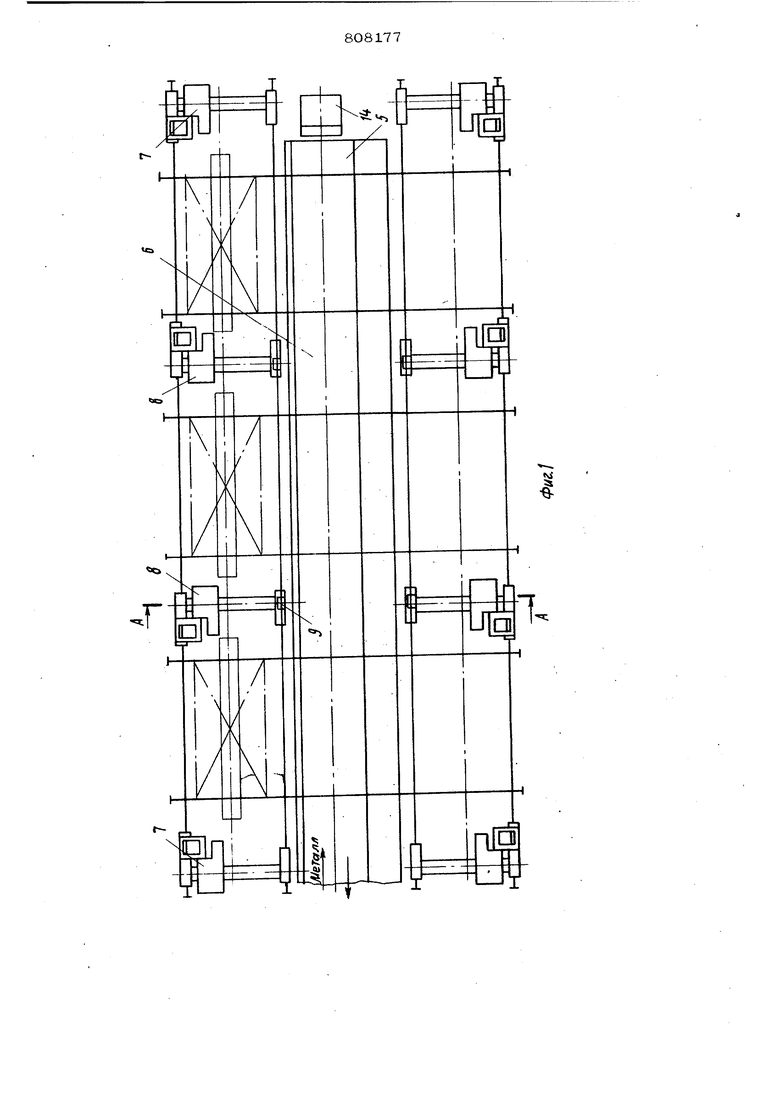
Изобретение относится к прокатному производству и может быть использовано для выборочной зачистки преимущественн длинномерного листового проката. Известна поточная линия для выбороч ной зачистки проката, содержащая параллельно расположенные рольганги, установ ленные над ними на рельсовых путях аачистные машины, столы для зачистки, снабженные расположенными под рольгангами механизмами подъема. В процессе очистки листы опираются на лаги подъ емных столов, размешенных между роли- кйми рольганга i. К недостаткам известной поточной линии относятся высокая металлоемкость оборудовани$ а также болыпие шукЬэвые эффекты во Время работы, так как лист имеет опоры только в межроликовых промежутках. Цель изобретения - снижение металлоемкости оборудования и шумовых эффектов при зачистке листов за счет их обработки на стеллажах со сплошной опорной поверхностью. Поставленная цель достигается тем, что на П-обрааном поперечном портале установлен механизм подъема, взаимодействующий с зачистной машиной со стороны, который она обращена к рольгангу. Кроме того, механизм подъема выполнен в в1иде гидрошшиндра с тягами, снабженными крюковым захватом. На фиг 1 изображена щ)едлагаемая поточная линия, вид сверху, на фиг. 2 разрез А-А на фиг. 1. ; на фиг. 3 и 4 механизм подъема зачистной машины, две проекции. Поточная линия для зачистки листового проката связана рольгангом с участками осмотра толстолистового стана . и вклочает П-образные порталы 1, по направляющим которых перемещаются поающие тележки 2 с траверсами 3, оснаенными грузозахватными органами 4 (магнитными или пневмоприсосами), транг
Спортный рольганг 5, стеллажи 6, установленные по обеим сторонам рольганга 5, концевые зачистные машины 7, средние аачистные машины 8, механизмы 9 подъемам зачистных машин, состояишх из гидроцилиндров 1О, тяг И, крюков 12, зацепов 13, установленных на рбме зачистных машин со сторон рольганга, и vnooa 14.
Поточная линия работает следующим образом.
Рольгангом 5 длинномерные листы (30-4О м) с участка осмотра стана транспортируются в зону подающих тележек 2. Перед подачей листа на стеллаж концевые зачистнь{е машины 7 выводятся в крайние положения из зоны зачистки, средние зачистные машины 8 вводятся во взаимодействие с подъемными механизмами -9 и при помощи захватов и крюков 12 приподнимаются со стороны рольганга 5 на величину 15О2ОО мм, достаточную для подачи длинномерного листа на стеллаж 6. Подаю щие тележки синхронизированы и при помощи траверс 3 и грузозахватных органов 4 поднимают лист над рольгангом, переносят и укладывавот его на стеллаж 6. Затем подающие тележки отводятся, механизмы подъема опускают зачистные машины в исходное положение и, вклчением всех четырех зачистных машин, производится зачистка листа. Обработанный лист убирается со стеллажа в обратном порядке. После обработки листа рольгангом, он подается на участок осмотра стана, где кантуется и при необходимости зачистки второй стороны снова подается на поточную линию зачистки.
В случае зачистки в линии |коротких листов, подача их на стеллаж и уборка после обработки производится каждой подающей тележкой индивидуально.
По сравнению с известными при эквивалентной производительности, предлагаемая поточная линия имеет меньшую металлоемкость оборудования за счет исключения части рольгангов, подъемных столов, эстакад зачистных машин и позволяет уменьшить производственные площади цеха. Кроме этого, за счет применения плитных стеллажей, на которых производится зачистка листов, обеспечивается снижение шумовых показателей, что улучшает условия труда.
Формула изобретения
.Поточная линия для зачистки листового проката, включающая транспортный рольганг, стеллажи, размещенные на них на рельсовых путях зачистные машины подающие тележки со средствами подъема листа, установленные на расположенных поперечно технологической линии П-образных пс талах, отличающаяся тем, что, с целью снижения металлоемкости оборудования и шумовых эффектов.при зачистке листов за счет их обработки на стеллажах со сплошной опорной поверхностью, на упомянутом П-образном портале установлен механизм подъема, взаимодействующий с зачистной машиной со стороны, которой она обращена к рольгангу.
2. Пототная линия по п. 1, отличающаяся тем, что механизм подъема выполнен в виде гидроцилиндра с тягами, снабженными крюковым захватом.
Источники информации, принятые во внимание при экспертизе
1. Роспа;сиенко В. И. Средства для зачистки проката. М., Машиностроение 1973, с. 174-179.
/
П)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки | 1980 |
|
SU931404A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| Поточная линия для тепловой резки листового проката | 1980 |
|
SU925570A1 |
| ПОТОЧНАЯ ЛИНИЯ СВАРКИ И РЕМОНТА РЕЛЬСОВ | 1972 |
|
SU338326A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических изделий | 1990 |
|
SU1801717A1 |
| Устройство для выборочной зачистки листов | 1987 |
|
SU1437194A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ УДАЛЕНИЯ ДЕФЕКТОВ С ПОВЕРХНОСТИ ПРОКАТА | 1966 |
|
SU188466A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |

у
а
/
оп
S
х
/ /
U
ii.
Lflq
/ /
« сЬ.
|
гш
4
Фиг.З
if Ч.
15
j
/
/
ю
4t- -Фиг.
