1
Изобретение относится к отделочной обработке металлов резанием и может быть использовано при хонинговании шлицевых отверстий.
Известно устройство для хонингования шлицевых отверстий, содержащее корпус, несущий разжимную иглу и колодки с хонинговальными Орусками, размещенные в сквозных пазах корпуса, и упор для ограничения углового поворота корпуса 1.
Ири ударах о боковые поверхности шлицев хонинговальные бруски крошатся, что снижает надежность работы устройства.
Цель изобретения - повышение надежности работы устройства путем предотвращения выкрашивания хонинговальных брусков.
Поставленная цель достигается тем, что устройство снабжено жесткими упорами, равномерно установленными на корпусе, при этом угол между осями их симметрии и осями симметрии смежных хонинговальных брусков равен угловому шагу обрабатываемого шлицевого отверстия, а ширина упоров больше . ширины хонинговального бруска, причем упоры могут быть выполнены съемными, а колодки могут быть выполнены в виде упоров.
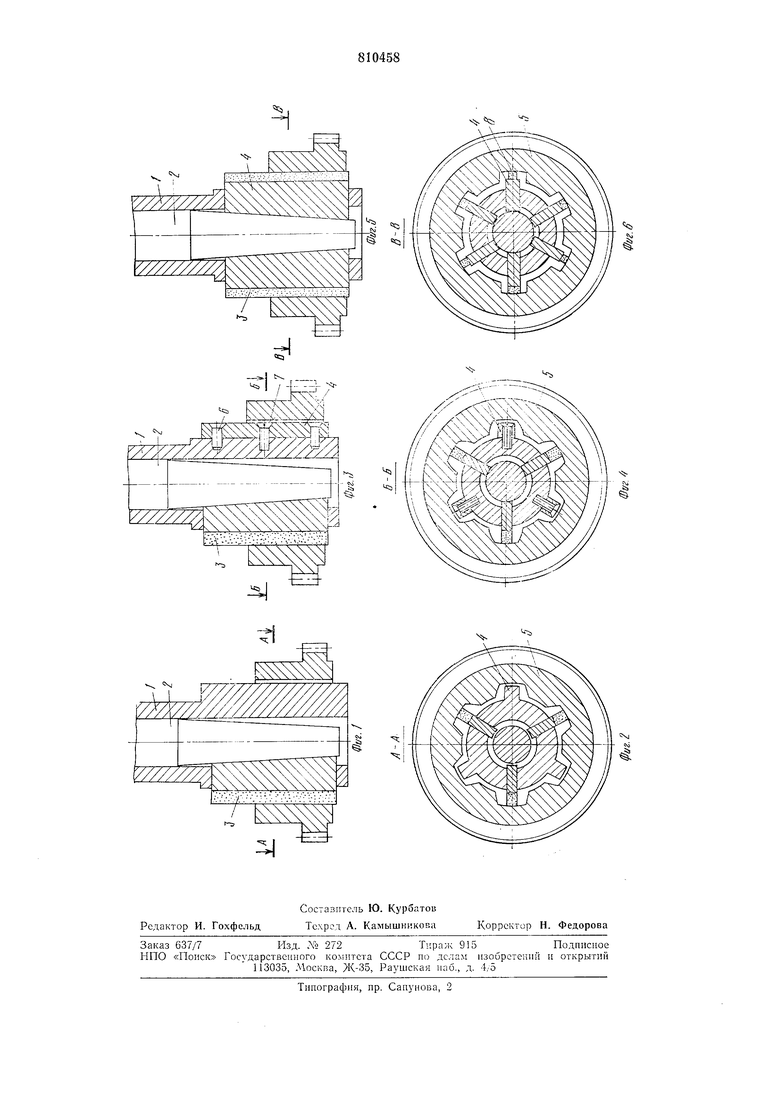
rta фиг. 1 изооражен продольный разрез устройства для хонингования; на фиг. 2-
разрез А-А фиг. 1; на фиг. 3 - продольный разрез устройства для хонингования со съемными упорами; на фиг. 4 - разрез Б-Б фиг. 3; на фиг. 5 - продольный разрез устройства для хонннгования для обработки прямобочных шлицев; на фиг. 6 - разрез В-В фиг. 5.
Устройство для хонингования шлицевых отверстий содержит корпус 1, разжимную иглу 2, колодки с хонбрусками 3, размещенные в сквозных пазах корпуса 1.
На корпусе 1 размещены жесткие упоры 4. Ширина упоров 4 больше ширины хонбрусков 3.
Боковые поверхности упоров 4 выступают на боковые поверхности хонбрусков 3 на величину, меньшую длины переходного участка от внешней поверхности шлнцевого отверстия к его боковой поверхности. Длина упоров 4 и их расположение в осевом направлении таково, что они предохраняют от выкрашивания хонбруски 3 по всей их длине.
В процессе работы корпус 1 устройства для от хонингования от шнннделя станка получает возвратно-поступательное и возвратно-качательное движение. Разжимная игла 2 от штока, размещенного в шпинделе станка, получает поступательное перемещение относительно корпуса 1. Коническая часть разжимной иглы 2 перемещает колодки с хонбрусками 3 в радиальном нанравлении в пазах корпуса 1, прижимая к обрабатываемой поверхности. Амплитуда возвратно-качательного движения корпуса 1 устройства для хонингования такова, что боковые поверхности хонбрусков 3 не доходят до боковых поверхностей шлицевого отверстия на величину переходного участка от внешней поверхности шлицевого отверстия к его боковой поверхности. Если корпус 1 проскочил точку реверса возвратно-качательиого движения, то упоры 4 боковыми поверхностями начнут взаимодействовать с боковыми поверхностями шлицевого отверстия изделия 5, предохраняя хонбруски 3 от ударов и выкрашивания. На фиг. 3, 4 изображена другая модификация устройства для хонинговаиия. Оно содержит корпус 1, разжимную иглу 2, хонбруски 3, размещенные в сквозных пазах корпуса 1. Упоры 4 выполнены съемными н закреплены на корпусе 1 посредством штифтов 6 и винта 7. В процессе эксплуатации устройства производят смену поврежденных или изношенных упоров 4, такое выполнение упрощает изготовление корпуса 1. Работа этого устройства идентична описанной выше. На фиг. 5, 6 изображена следующая модификация устройства. Корпус 1 устройства снабжен дополнительными сквозными пазами, а уиоры 4 снабжены дополнительными хонбрусками 8. Носледние размещены в дополнительных пазах корпуса 1 и контактирз ют своими скосами с иглой 2 разжима. В процессе работы этого устройства для хонингования упоры 4 получают радиальное перемещение от конической части иглы 2 разжима при ее поступательном переме8щении относительно корпуса 1 устройства. При этом упоры 4 прижимают дополнительные хонбруски 8 к обрабатываемой поверхности. Поскольку устройство для хонингования применяется при обработке прямобочных шлицевых впадин, радиальное перемещение упоров 4 по мере износа хоибрусков 8 не вызывает изменения начального зазора между боковыми поверхностями упоров 4 и шлицевых отверстий изделия 5. Такая конструкция устройства для хонингования позволяет избежать выкрашивания хонбрусков. Формула изобретения 1. Устройство для хонингования шлицевых отверстий, содержащее корпус, несущий разжимную иглу и колодки с хонинговальными брусками, размещенные в сквозных пазах корпуса, и упор для ограничения углового поворота корпуса, отличающийся тем, что, с целью повышения надежности работы устройства путем предотвращения выкрашивания хонинговальных брусков, оно снабжено жесткими упорами, равномерно установленными на корпусе, нри этом угол между осями их симметрии и осями симметрии смежных хонинговальных брусков равен угловому шагу обрабатываемого шлицевого отверстия, а ширина упоров больше ширины хонинговального бруска. 2. Устройство по п. 1, отличающееся тем, что упоры выполнены съемными. 3. Устройство по п. 1, отличающееся тем, что колодки выполнены в виде упоров. Источники информации, принятые во впимание при экспертизе 1. Авторское свидетельство СССР Л 484974, кл. В 24В 33/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хонингования шлицевых отверстий | 1980 |
|
SU994233A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Головка для электрохимического хомингования | 1988 |
|
SU1547979A1 |
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |