Изобретение относится к области абразивной обработки материалов и может быть использовано при хонинговании шлиЦевых отверстий.
Известно устройство для хонингования шлицевых отверстий, содержащее корпус, разжимной конус, хонинговальные бруски, пружины дли поджима брусков к конусу Си.
При обработке боковых поверхностей шлицев известная конструкция не позволяет одновременно производит ь обработку всех шлицев.
Цель изобретения - повышение качества обработки путем выбора опти-мального режима работы инструмента.
Поставленная цель достигается тем, что устройство снабжено сегментами , установленными с возможностью перемещения в выполненных .на корпусе головки круговых направляющих, и упругилш элементами, помещенными . между боковыми сторонами сегментов и корпусом, причем хонинговальные .бруски расположены в пазах сегментов.
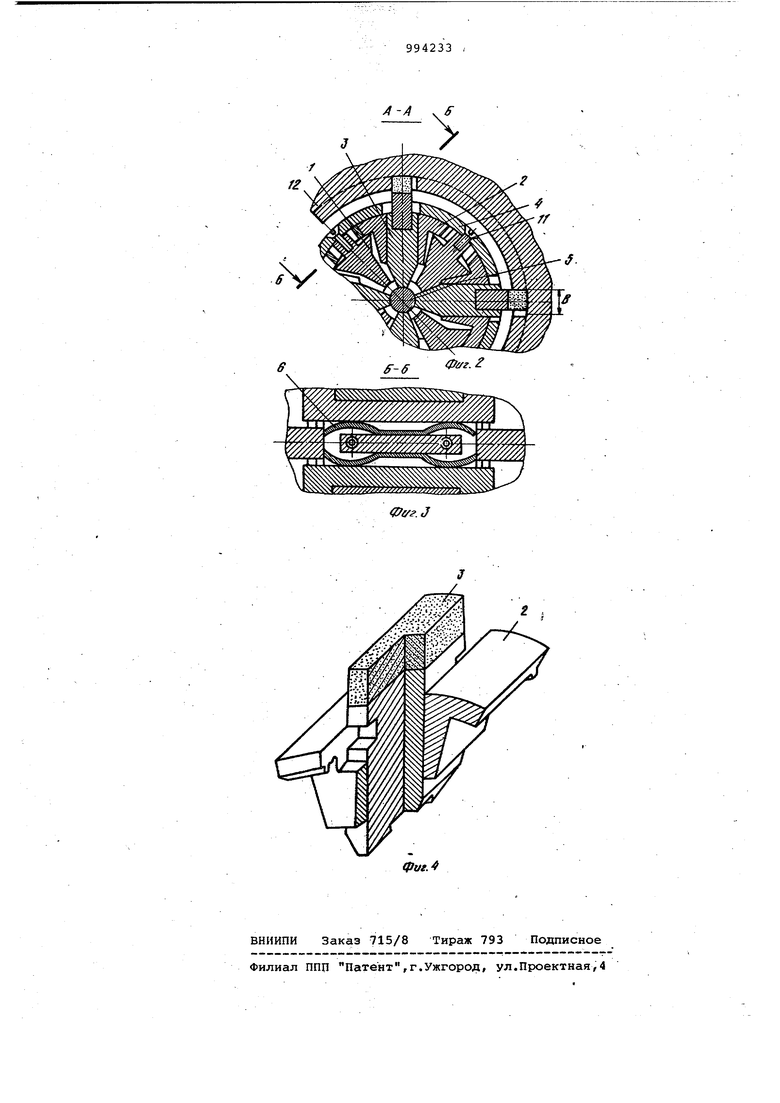
На фиг. 1 изображен общий вид хонинговальной головкиj на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 -. разрез Б-Б на.фиг. 2; на фиг. 4 изображен в изометрии сегмент с бруском в сборе. ,,
Хонинговальная головка состоит из корпуса 1, в окнах которого смонтированы -подвижные сегменты 2. В окнах сеп ентов 2 установлены хочинговальные бруски 3. Для крепления сегментов 2 в окнах корпуса 1 и обеспечения направленного перемещения .
10 использовано кольцо 4. Радиальная подача брусков осуществляется разжимным конусом 5. Для передачи крутящего момента от корпуса 1 хонголовки к поджимным сегментё1М 2 . менена плоская пружина 6. Поджим хонбрусков 3 к разжимному конусу 5 осуществляется пружинами 7. Втулка 8 обеспечивает крепление -коЛьца 4 к корпусу 1 посредством гайки 9. В
20 заходной части хонинговальной головки установлена направляющая шлицевая втулка 10, служащая для предохранения хонбрусков от поломок в момент ввода хонинговальной .головки в пши-.
25 девое отЕ(ерстие.
При входе хонголовки в зову обработки включается система поворота хонголовки на настроенный угол и 30 хонбруски. 3 через плоские пружины 6
под действием усилий корпуса хонголовки осуществляют определенное количество осевых возвратно-поступательных движений, после чего происходит реверсивный разворот хонголовки на нужный угол для обработки противовоположной стороны шлицев. Количество циклов обработки боковых поверхностей зависит от величины припуска под обработку. При обработке боковых поверхностей шлиц разжимной конус 5 неподвижен.
При достижении требуемого размера ширины шлица дается команда на обработку наружного диаметра шлицевого отверстия - включается подача разжимного конуса 5. При этом уменьается амплитуда окружных возвратнокачательных движений корпуса 1 хонголовки с целью недопуйтимости касания боковых поверхностей шлицев. Во всех случаях необходимо ориентировать хонбруски по оси симметрии лица.
Применение предлагаемой конструк1ИИ хонголовки позволяет повысить качество обработки боковых поверхностей шлицев при сокращении времени обработки и.повышении стойкости инструмента.
Формула изобретения
Устройство для хонингования шлицевых отверстий, содержащее корпус с . установленными в неп разжимным конусом и хонинговальнымйбрусками, о тличающееся тем, что, с целью повышения качества обработки боковых поверхностей шлицев, оно снабжено сегментами, установленными с возможностью перемещения в .выполненных на корпусе головки круговых направляющих, и упругими элементами помещенными между боковыми сторонами сегментов и корпусом, причем хонинговальные бруски размещены в пазах сегментов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №810458, кл. В 24 В 33/02, 1981.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хонингования шлицевыхОТВЕРСТий | 1979 |
|
SU810458A1 |
| Головка для электрохимического хомингования | 1988 |
|
SU1547979A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| Хонинговальная головка | 1988 |
|
SU1604577A1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Хонинговальная головка для обработки отверстий малого диаметра | 1985 |
|
SU1273236A1 |
З3
Фвгг.
f2
-/1 ч f
Фl/г.J
г .
