генциальной составляющей силы резания, выход которого соединен с входами делителя, блока памяти и вычислителя радиальной составляющей силы резания, выход последнего соединен с входами делителя и блока памяти, выходы последних - с узлом вычисления износа, который, в свою очередь, соединен с узлом измерения мощности резания, подачи и скорости и блоком задания коэффициентов учета свойств материала и инструмента, а выход узла вычисления износа соединен с блоком индикации и с узлом адаптивпого управления параметрами резания.
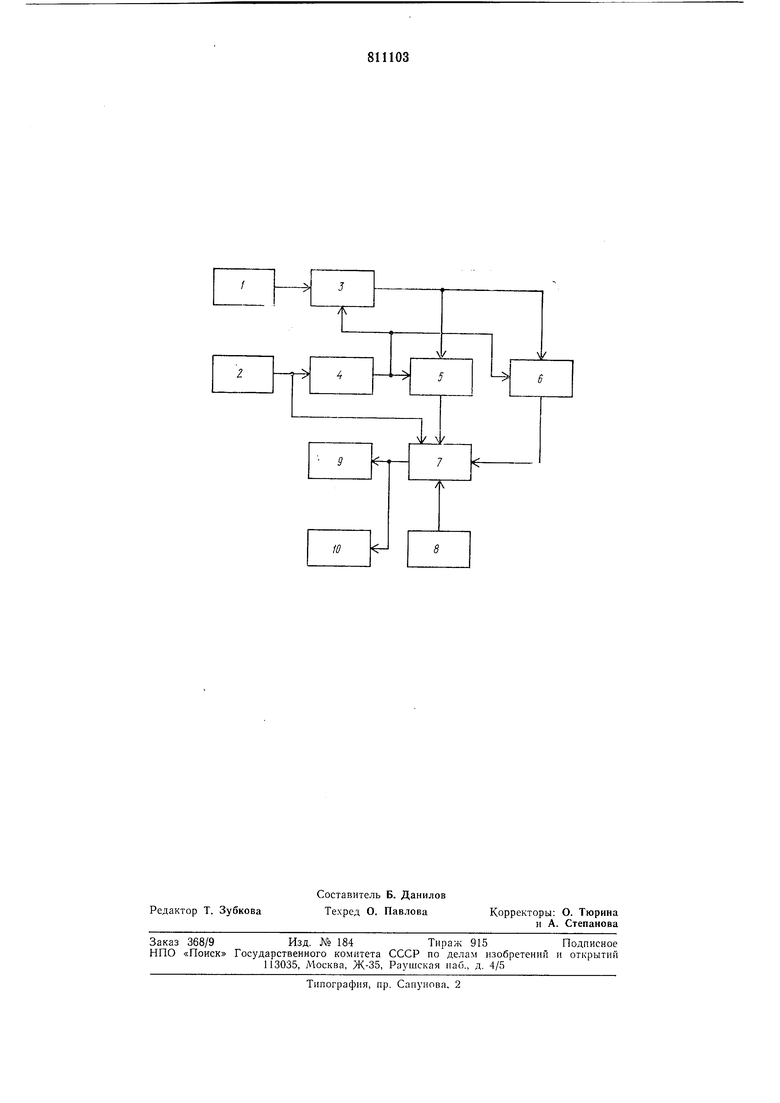
На чертеже приведена функциональная схема устройства для измерения износа режущего инструмента.
Устройство содержит электромеханический узел 1, узел 2 измерения мощности резания, подачи и скорости, вычислители 3 и 4 радиальной и тангенциальной составляющих силы резания, делитель 5, блок 6 иамяти, узел 7 вычисления износа инструмента, блок 8 задания коэффициентов учета свойств материала и инструмента, блок 9 индикации и узел 10 адаптивного управления.
Устройство работает следующим образом. Сигналы, пропорциональные координатным составляющим силы резания, с выхода электромеханического узла 1 поступают на вход вычислителя 3 радиальной составляющей силы резания, а сигналы, пропорциональные величинам мощности резания, подачи и скорости с выхода узла 2 поступают на вход вычислителя 4 тангенциальной составляющей силы резания, выход последнего соединен с делителем 5, блоком 6 памяти и вычислителем 3 радиальной составляющей силы резапия. Выходные сигналы вычислителей 3 и 4, пропорциональные радиальной и тангенциальной составляющим силы резания, поступают в делитель 5, вычисляющий отношение этих сигналов, и в блок 6 памяти, измеряющий и запоминающий значения этих сигналов в начальный момент обработки. Выходные сигналы делителя 5 и блока 6 памяти поступают на вход узла 7 вычисления износа инструмента, куда поступают также сигнал, пропорциональный величине подачи с выхода узла 2, а также сигналы, пропорциональные величинам коэффициентов учета свойств материала.и инсгрумента с блока 8. Величины этих коэффициентов устанавливаются оператором перед обработкой. Выходной сигнал с узла 7 вычисления износа инструмента, пропорциональный величине износа, поступает на вход блока 9 индикации и на вход узла 10 адаптивного управления.
В предлагаемом устройстве для измереПИЯ износа режущего инструмента учитываются величина подачи и свойства обрабатываемого материала и инструмента, повышается точность определения износа.
Формула изобре- ения
Устройство для измерения износа режущего инструмента, содержащее электромеханический узел, блок памяти, делитель
и блок индикации, отличающееся тем, что, с целью повыщения точности, оно снабжено узлом измерения мощности резания, подачи и скорости, вычислителями радиальной и тангенциальной составляющих силы резания, узлом вычисления износа инструмента, блоком задания коэффициентов учета свойств материала и инструмента и узлом адаптивного управления параметрами резания, электромеханический узел соединен с вычислителем радиальной составляющей силы резания, узел измерения мощности резания, подачи и скорости - с вычислителем тангенциальной составляющей силы резания, выход которого соединен с
входами делителя, блока памяти и вычислителя радиальной составляющей силы резания, выход последнего соединен с входами делителя и блока иамяти, а выходы последних - с узлом вычисления износа, который, в свою очередь, соединен с узлом измерения мощности резания, подачи и скорости и блоком задания коэффициентов учета свойств материала и инструмента, а выход узла вычисления износа соединен с
блоком индикации и с узлом адаптивного управления параметрами резания.
Источники информации, принятые во внимание при экспертизе
1. Патент ГДР № 101118, кл. 49М 15/06, 1973.
2. Патент США № 3834615, кл. 235- 151.11, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Способ измерения тангенциальной составляющей силы резания при многоразовом точении | 1982 |
|
SU1143514A1 |
| Устройство для управления станком с выдвижным шпинделем | 1982 |
|
SU1108393A1 |
| Устройство автоматического контроля процесса резания | 1977 |
|
SU709325A1 |
| Способ регулирования режимов резания | 1977 |
|
SU618258A1 |
| ВЕРТОЛЕТНАЯ РАДИОЛОКАЦИОННАЯ СИСТЕМА | 1997 |
|
RU2147136C1 |
| Устройство управления процессом резания | 1986 |
|
SU1393531A1 |
| Устройство для оценки деятельности операторов систем управления | 1978 |
|
SU752458A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1991 |
|
RU2025254C1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |