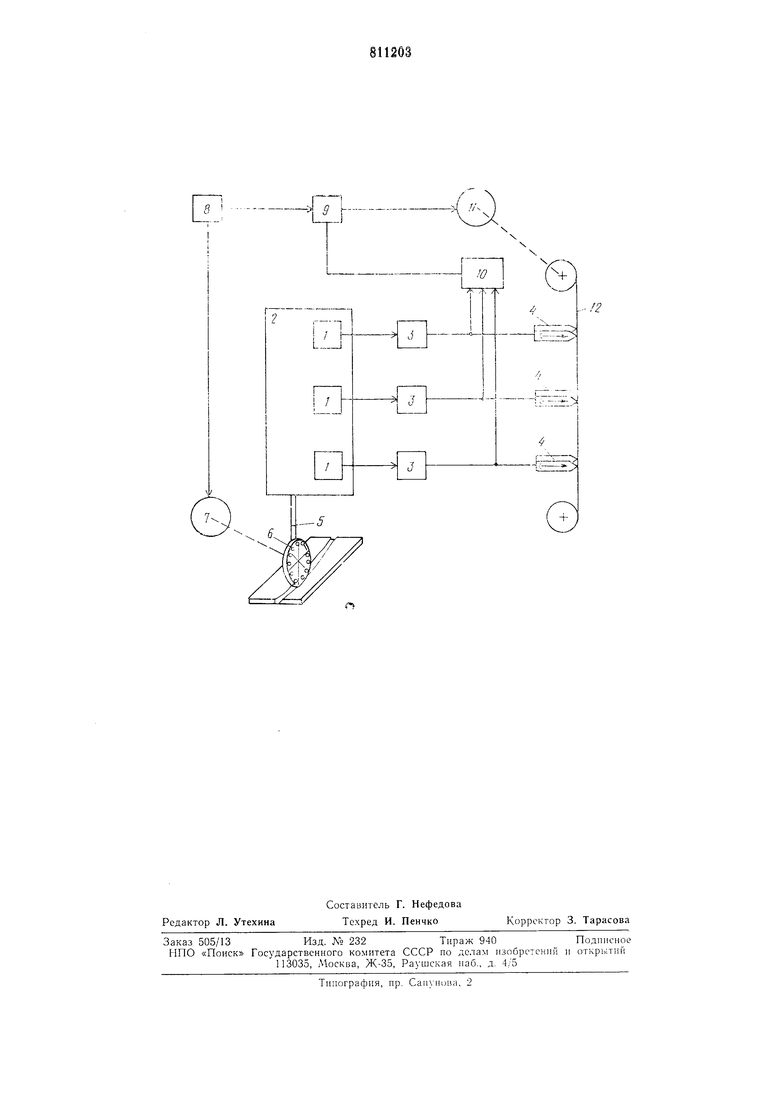
через элемент ИЛИ 10 открывают ключ 9 и на привод программоносителя 11 от блока задания режимов 8 поступают viiравлення, обеспечивающие мини.уальную, но достаточную для надежной записи программы скорость перемещения программоносителя 12. Одновременно сигналы датчиков положения 3, величина которых соответствует величинам перемещения ио осям координат робота, через каиалы записи 4 записываются на ирограммоиосите.чь 12. После дост жения коиируЕощим роликом 6 поверхности изделия оператор с ио.мощью блока задания режимов 5 включает приводы 7 и 11 копнрного ролика О и ирограммоносителя 12, задав предварительно требуемую скорость перемещения. Сппхропизация работы приводов 7 и 11 может быть обеспечена как путем задаиия сигналов управления от одного переключателя блока задания режимов 8, так и соединепнем их с помощью «электрического вала. Прижимая копирный ролик 6 к изделию, оиератор осуществляет перемещение рабочего органа 5 по заданной траектории, например ио линии сварного соединения, окраптиваемой новерхностн и т. д. Перемещение исиолнптельного органа 2 с рабочим органом о вдоль заданной траектории осуществляется за счет сил трения между копирующим роликом 6 и поверхностью изделия. В процессе заииси программы рабочий орган о может быть остановлен путе.м прекращения подачи еигна.та на приводы 7 и 11 от блока задания режимов 8. Б зависимости от технологических требований может быть произведено изменение ориентацнн рабочего органа 5 ирн неподвижном рабочем органе 5 и копирном ролнке 6. В этом случае иеремеи1.ение программоносителя 12 осуществляется по сигиалу датчиков положепия 3 соответствующих осей координат робота. Указанный сигнал поступает на привод программоноснтеля 11 е блока задания режимов 8 через ключ 9. В прсщессе записи программы нозиционного управления подача сигнала блока задания режимов 8 на привод программоносителя 11 во время выключения привода 7 копнрпого ролика 6 ме прекращается. Тем самым может быть обеспечепа запись на программоноситель 12 технологических команд, выполняемых при пeиoдвижиo рабочем органе 5 {напрнмер, ирн точечной дуговой или коитактной сварке). По окончании записи гфограммы рабочих перемещений оператор выключает привод 7 ко :ирпо1Ю ро:1ика 6 и выводит исполнительный орган 2 в исходное иоложение.
Перемепхеиие программоносителя 12 на участке от поверхности изделия до исходного положения может быть также осуществлено с 1юмощью сигналов блока задания режимов 8 через ключ 9 по сигнала:, с выхода датчиков положения 3 и элемеита ИЛИ 10. С иомощьн: си -налоБ блока задания режимов 8 обеспечивается минимальная скорость иеремещеиия программоносителя прп пеработающем прпводе 7 копирного ролика б.
Область применения предложенного устройства расширепа за счет того, что оно обеспечивает запись програм.мы позициоппого управления, программы холостых нере.меи;еиий, когда копирный ролик не соприкасается с поверхиостью изделия, а также пзмепеи1:н орпепгацин рабочего upiana при неподвижном копирном ро.лике.
Фор м у ;i а и 3 о б р е т е н и я
Устройство для заппсп программы управления нромышлеппым роботом, содержащее нривод ирограммоносителя, коиирный ролик, установленный на исполпительном органе, и по регулнрзсмой коордпнате последовательно соедпненные привод исполпптельиого органа и датчик иоложепия, 15ыход каждого из которых подключей к cooтвeтcтQyюп eмy входу програ.1моиосителя, отличающееся тем, что, с целью расп1иреи11я области применения устройства, оно содержит последовательно соедипсипые блок задания режимов
и привод копирпого ролика, а также последовательно соедииенпые элементы ИЛИ и ключ, второй вход которого подключен ко второму выходу блока задания режимов, а выход-ко входу нривода ирограммоносителя, а входы элемеита ПЛИ соедпиены с выходом каж:дого датчика положения.
И сто ч н и к и и и ф о р м а ц и и, принятые во вппмание прп экепертизе
1. «Автоматическая сварка, 1976, 9, с. 60.
2. Авторское свидетельство ио заявке .NO 2364274/24, кл. В 25J 9/00, 10.05.76 (прототип) .
V f2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для записи программы управления промышленным роботом | 1977 |
|
SU726494A1 |
| Устройство для программного управленияпРОМышлЕННыМ РОбОТОМ КОНТАКТНОйТОчЕчНОй СВАРКи | 1979 |
|
SU797855A1 |
| Устройство для записи программы контурного управления промышленным роботом | 1978 |
|
SU930255A1 |
| Устройство для автоматической сварки иНАплАВКи СлОжНыХ пОВЕРХНОСТЕй | 1979 |
|
SU804278A1 |
| Устройство для управления роботомпРи дугОВОй CBAPKE | 1979 |
|
SU841840A1 |
| Устройство для управления группойМАНипуляТОРОВ | 1979 |
|
SU824143A1 |
| Электрогидравлический пресс для раскроя материалов | 1971 |
|
SU483432A1 |
| Устройство для управления адаптивным роботом | 1983 |
|
SU1150616A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795798A1 |
| Устройство для программного управления перемещением рабочего органа | 1977 |
|
SU704776A1 |