t. Изобретение относится к сварке, а именно к конструкции агрегата для сборки и сварки панелей, и может быть использовано в разных отраслях промышленности при изготовлении панелей, состоящих из листов, связанных между собой профилями жесткости 1
Цель изобретения - расширение
технологических возможностей путем обеспечения сборки под сварку.панелей, состоящих из двух листов, соедненных между собой Z-образными профлями, и обеспечение установки подъемной траверсы с прижимными устройствами в требуемое положение путем надежной ее фиксации.
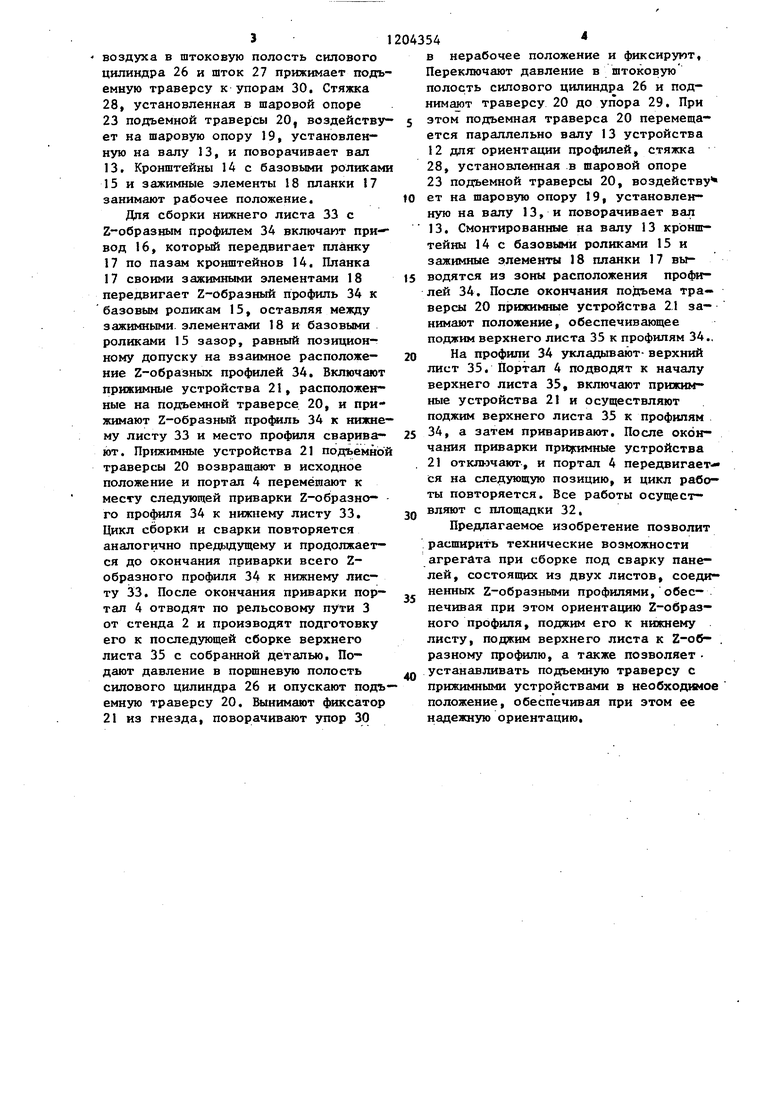
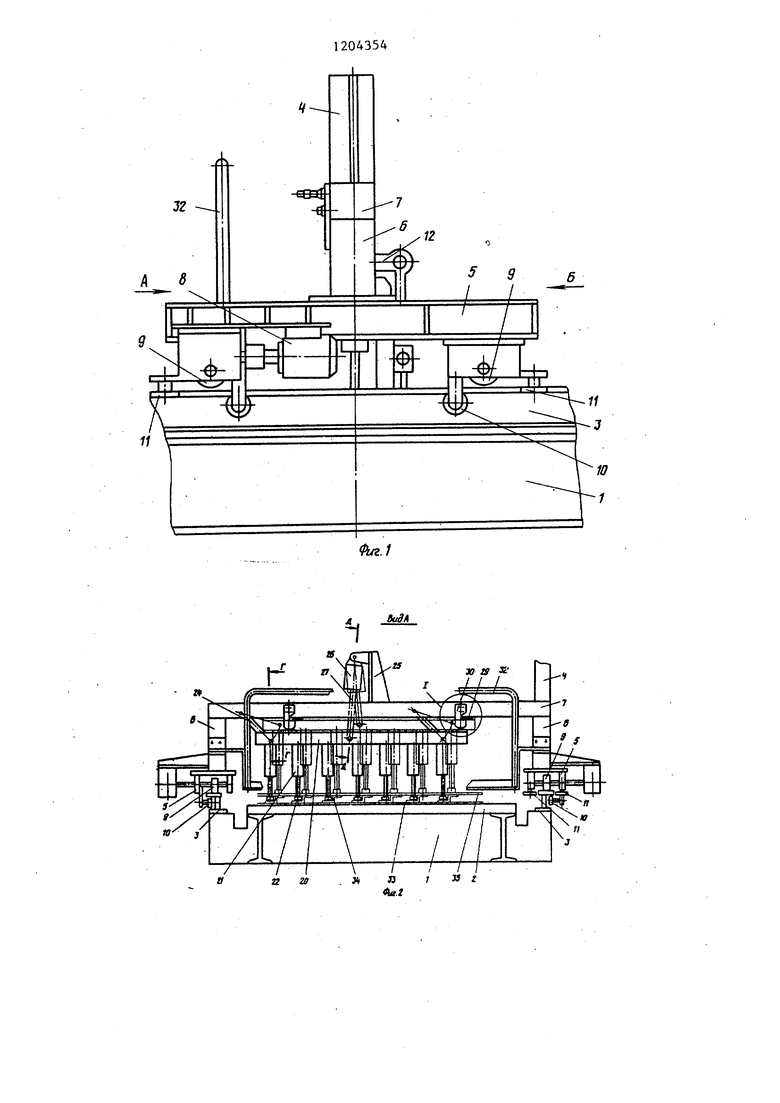
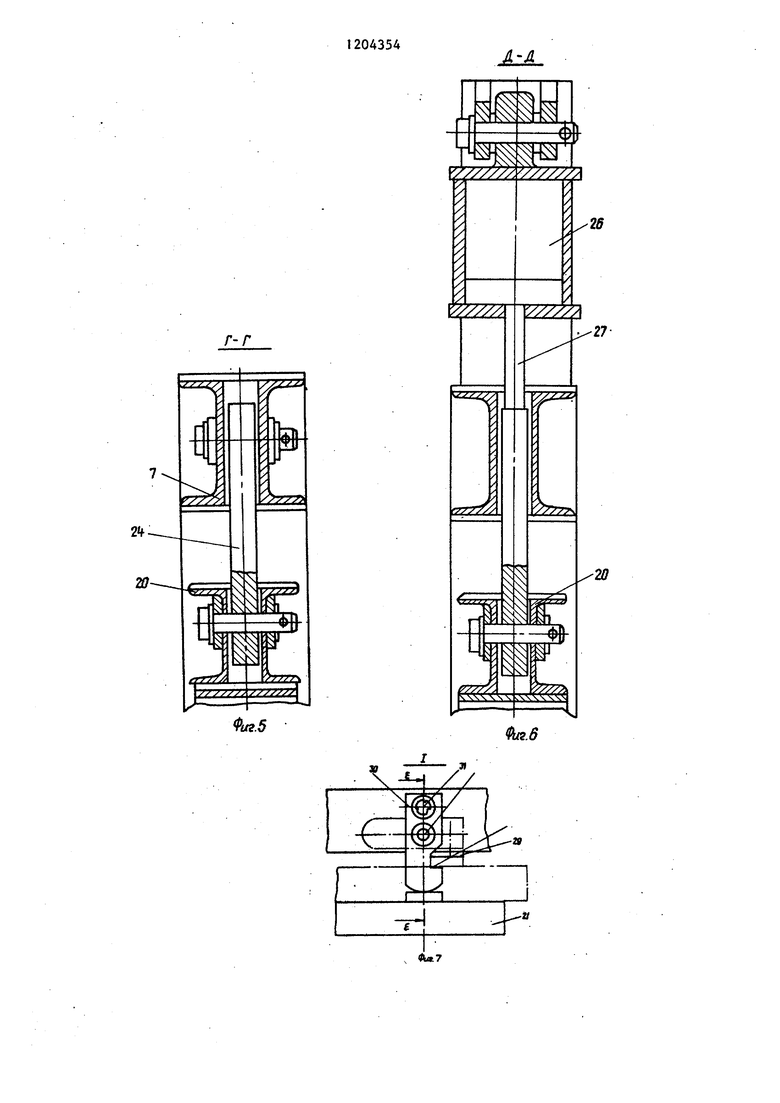
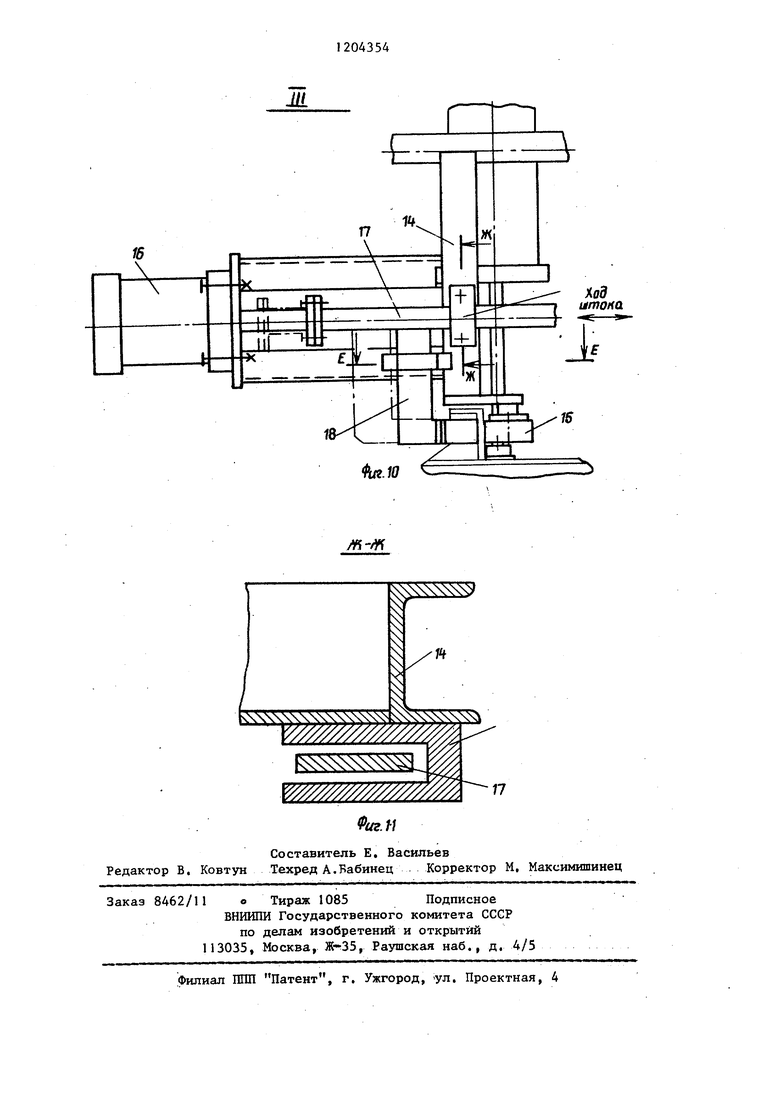
На фиг. 1 показан портал, общнй вид; на фиг. 2 - вид А на фиг. 1, подъемная траверса с прижимными уст ройствами, упоры для фиксации подъемной траверсы; на фиг. 3 - вид Б на фиг. 1 устройство для ориентации профилей, соединение подъемной траверсы с валом устройства для ориентации; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - узел I на .фиг. 2; на фиг. 8 - узел II на фиг. 4; на фиг. 9 - разрез Е-Е на фиг. 7; на фиг. 10 - узел III на фиг. 3; на фиг. 11 - разрез Ж-Ж на фиг. 10.
Агрегат для сборки под сварку панелей состоит из размещенных на основании 1 стенда 2, рейсового пути 3, расположенного вдоль стенда 2, а также портала 4, установленног на рейсовом пути 3 с возможностью перемещения.
Портал А состоит из кареток 5 с установленными на них стойками 6, связанными между собой балкой 7. Каждая каретка 5 имеет привод 8, два катка 9 для перемещения.по рельсовому пути 3, два катка 10, охватывающие рельсовый путь 3 снизу. Одна из кареток 5 имеет две пары дополнительных катков 11,.охватывающие рельсовьи путь с боковых сторон.
На стойках 6 портала 4 с возможностью поворота.относительно оси перпендикулярной направлению движе- НИН портала 4, смонтировано устройсво 12 для ориентации профилей, сост354
ящее из вала 13 со смонтированными на нем кронштейнами 14 с пазами, параллельными валу, и базовыми роликами
15,приводом 16 с планкой 17, уставов ленной с возможностью перемещения в
пазах кронштейнов 14. На планке 17 установлены зажимные элементы 18 для прижатия профилей к базовым роликам
16.На валу 13 также установлены шаровые опоры 19.
Портал 4 имеет подъемную траверсу 20 с прижимными устройствами 21 в виде пневмоцилиндров с прижимными пятами 22, шаровыми опорами 23 и
шарнирно установленными параллельными рычагами 24. Рычаги 24 шарнирно с возможностью перемещения параллельно валу 13 устройства 1 соединены с балкой 7 портала 4. На балке 7
установлен кронштейн 23 с шарнирно смонтированным силовым цилиндром 26, шток 27 которого шарнирно связан с подъемной траверсой 20.
Вал 13 устройства 12 для ориентации профилей и подъемная траверса 20 связаны между собой стяжками 28 со сферическими концами, которые установлены в шаровую опору 19 вала 13
и шаровую опору 23 подъемной траверсы 20,
Для восприятия усилий для прижимных устройств 21 и исключения переме- щения подъемной траверсы 20 при работе на балке 7 портала установлены упоры 29 и 30. Упоры 30 вьтолнены поворотными и имеют фиксатор 31. Портал 4 оснащен площадкой 32 обслуживания сборки панели, состоя- щей из нижнего листа 33, Z-образного профиля 34 и верхнего листа 35.
Агрегат для сборки под сварку панелей работает следующим образом, I
Для сборки панели, состоящей из нижнего листа 33, Z-образного профиля 34 и верхнего листа 35, необходимо уложить нижний лист 33 на стенд 2 и зафиксировать его. На лист 33 укпаыйают Z-образные профили 34, предварительно ориентируя их специальными углублениями. Перемещают портал 4. к началу стенда 2, подают воздух в поршневую полость силового цилинда 26. Шток 27 опускает подъемную траверсу 20. Упоры 30 устанавливают в вертикальное положение и фиксируют иксаторами 31. Осуществляют подачу
воздуха в штоковую полость силового цилиндра 26 и шток 27 прижимает подъемную траверсу к упорам 30. Стяжка 28, установленная в шаровой опоре 23 подъемной траверсы 20, воздейству ет на шаровую опору 19, установленную на валу 13, и поворачивает вал 13. Кронштейны 14 с базовыми роликам 15 и зажимные элементы 8 планки 17 занимают рабочее положение.
Для сборки нижнего листа 33 с Z-образным профилем 34 включают при- вод 16, который передвигает планку 17 по пазам кронштейнов 14. Планка 17 своими зажимными элементами 18 передвигает Z-образный профиль 34 к базовым роликам 15, оставляя мехзду зажимными, элементами 18 и базовыми роликами 15 зазор, равный позиционному допуску на взаимное расположение Z-образных профилей 34. Включают прижимные устройства 21, расположенные на подъемной траверсе 20, и прижимают Z-образный 34 к нижнему листу 33 и место профиля сваривают. Прижимные устройства 21 подъемнЬ траверсы 20 возврашают в исходное положение и портал 4 перемешают к месту следующей приварки Z-образно- го профиля 34 к нижнему листу 33. Цикл сборки и сварки повторяется аналогично предыдущему и продолжается до окончания приварки всего Z- образного профиля 34 к нижнему листу 33. После окончания приварки портал 4 отводят по рельсовому пути 3 от стенда 2 и производят подготовку его к последующей сборке верхнего листа 35 с собранной деталью. Подают давление в поршневую полость силового цилиндра 26 и опускают подъемную траверсу 20. Вынимают фиксатор 21 из гнезда, поворачивают упор 30
to
15
20
s
204354
в нерабочее положение и фиксируют, Переключают давление в штоковую полорть силового цилиндра 26 и поднимают траверсу 20 до упора 29. При этом подьемная траверса 20 перемещается параллельно валу 13 устройства 12 для ориентации профилей, стяжка 28, установленная в шаровой опоре 23 подъемной траверсы 20, воздейству ет на шаровую опору 19, установленную на валу 13, и поворачивает вал 13. Смонтированные на валу 13 кронштейны 14 с базовыми роликами 15 и зажимные элементы 18 планки 17 выводятся из зоны расположения профилей 34. После окончания подъема траверсы 20 прижимные устройства 2.1 занимают положение, обеспечивающее поджим верхнего листа 35 к профилям 34.,
На профили 34 укладывают- верхний лист 35. Портал 4 подводят к началу верхнего листа 35, включают прижимные устройства 21 и осуществляют поджим верхнего листа 35 к профилям 34, а затем приваривают. После окончания приварки при:;симные устройства 21 откльэчают, и портал 4 передвигает- ся на следующую позицию, и цикл работы повторяется. Все работы осуществляют с площадки 32.
Предлагаемое изобретение позволит расширить технические возможности агрегата при сборке под сварку панелей, состоящих из двух листов, соединенных Z-образными профилями, обеспечивая при этом ориентацию Z-образ- ного профиля, поджим его к нюкнему листу, поджим верхнего листа к Z-об- . разному , а также позволяет устанавливать подьемную траверсу с прижимными устройствами в необходимое положение, обеспечивая при этом ее надежную ориентацию.
25
30
35
40
зг
11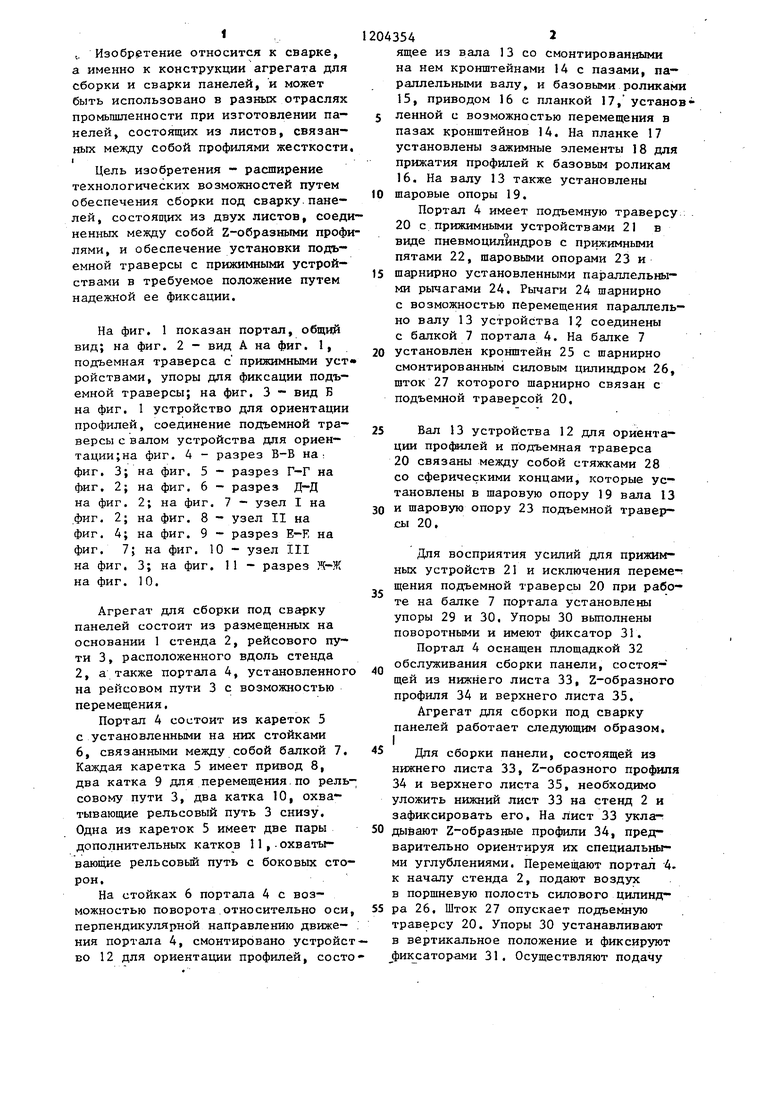
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Устройство для сборки полотнищ с ребрами жесткости | 1988 |
|
SU1625637A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сборки под сварку и сварки панелей с ребрами жесткости | 1982 |
|
SU1156887A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Установка для изготовления корпусных конструкций | 1986 |
|
SU1556997A1 |
| Устройство для изготовления кровли с ребрами жесткости | 1981 |
|
SU1050839A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |

«а го
, ч
ч«
8-Л
Г-Г
27
2В
Фиг.5
Фиг.6
€Е
А
20
20
21
.
п
Составитель Е. Васильев Редактор В. Ковтун Техред А.Бабинец Корректор М, Максимишинец
Заказ 8462/11 в Тираж 1085 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д. 4/5
Филиал mill Патент, г. Ужгород, -ул. Проектная, 4
