(54) МАНИПУЛЯТОР ,

| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1978 |
|
SU973351A2 |
| Манипулятор | 1984 |
|
SU1227461A2 |
| Устройство для загрузки металлорежущего станка | 1986 |
|
SU1360967A1 |
| Автоматический манипулятор | 1981 |
|
SU963846A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Поточная линия | 1984 |
|
SU1212761A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
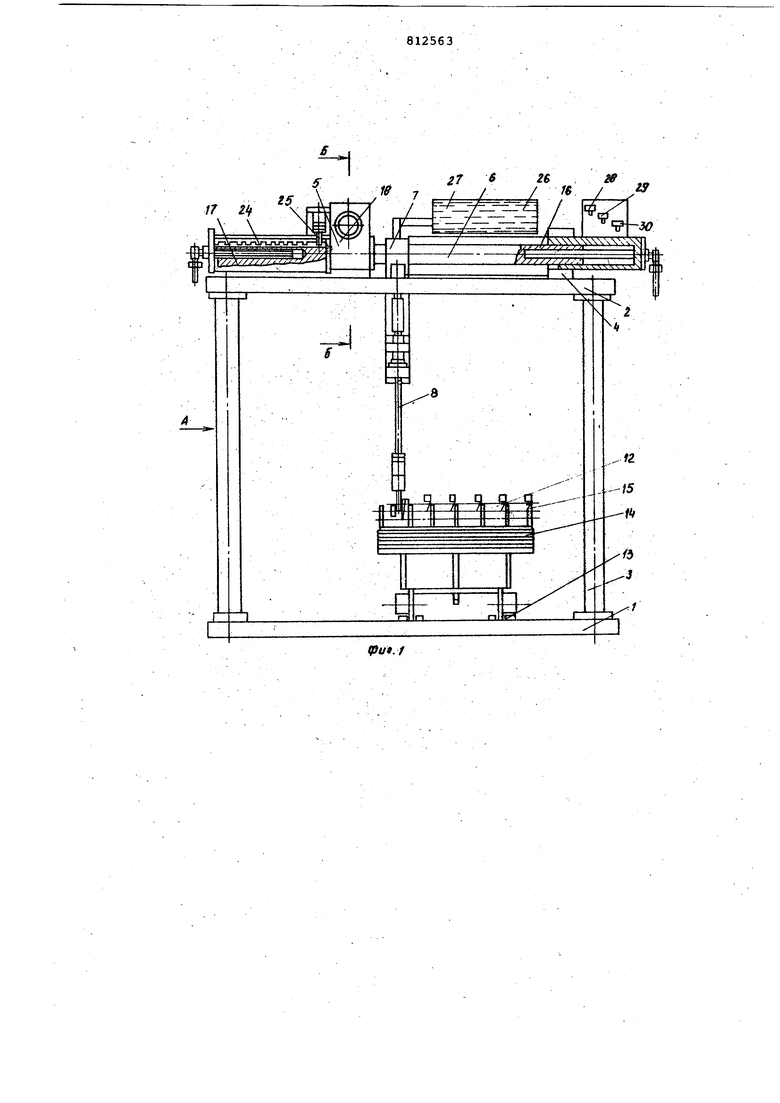
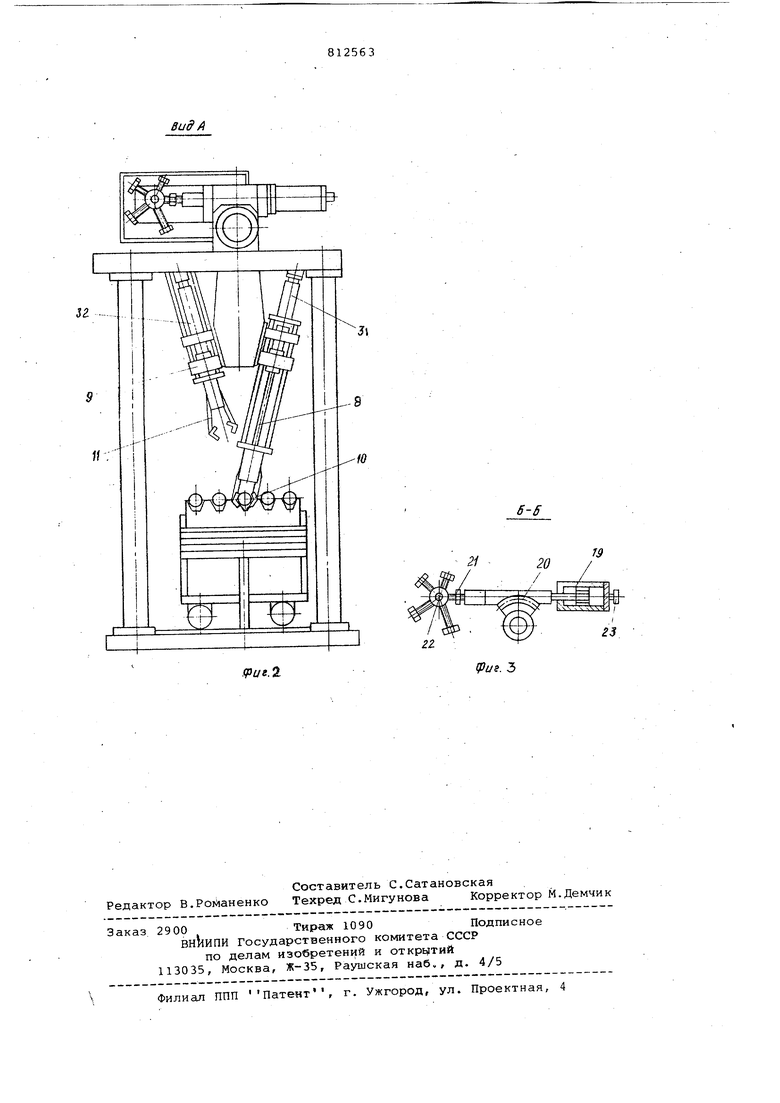
. t Изобретение относится к машиностроению и может быть использовано совместно с металлорежущими станками для установки и снятия деталей в индивидуальном и серийном производс ве. Известен манипулятор, содержащий основание, корпуса с опорами под ци линдрическую направляющую, жестко связанные с направляющей руки, несущие захваты, а также приводы и стол со сменной тарой, имеющей ячей ки 1 . Недостатком указанного манипулятора является ограниченная область его использования и низкая точность позиционирования рук. Цель изобретения - расширение те нологических возможностей и повышение точности позиционирования рук. Указанная цель достигается-тем, что в манипуляторе цилиндрическая направляющая установка в опорах кор пусов с возможностью продольного и углового перемещения на шаг, соо ветствующий шагу ячеек по длине и ширине тары. При ЭТОМ на цилиндрической направляющей выполнены пазы/ а на корпусе установлены фиксаторы-упоры, взаимодействующие с этими пазами. На фиг. 1 схематически изображен предлагаемый манипулятор, продольный разрез;на фиг. 2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1. Манипулятор имеет основание, состоящее из нижней 1 и верхней 2 рам, соединенных колонками 3. На верхней раме 2 закреплены корпуса 4 и 5 с опорами под цилиндрическую направляющую 6. На цилиндрической направляющей 6 закреплена каретка 7 с руками 8 и 9, несущими захваты 10 и 11 для загрузки и снятия заготовок 12. Руки 8 и 9 установлены под углом друг к другу и сходятся в одной точке в нижнем положении. На нижней раме 1 смонтированы направляющие планки 13, на которые установлен стол 14 со сменной тарой 15 с ячейка, в которые уложены заготовки 12. Приводом продольного перемещения цилиндрической направлякнцей 6 являются гидроцилиндры 16 и 17 одностороннего действия, выполненные в цилиндрической направляющей 6. Привод 18 поворота цилиндрической направляющей 6 смонтирован на корпусе 5 и включает гидроцилиилр 19 и эубчато-реечщ/ю передачу 20. Поворот фиксируется жесткими упорами 21, уст новленными на валу 22, каждый из которых обеспечивает точное положение рук 8 и 9 над соответствующим поперечным рядом заготовок 12 в сменной таре 15. Пбворот рук 8 и 9 к патрону станка контролируется жесткимупором 23. На цилиндрической направляющей б выполнены пазы 24, шаг которых соответствует шагу ячеек по длине и ои рине тары 15. На корпусе 5 установлены фиксаторы 25, которые входят в соответствующие пазы 24 и фиксируют положение направляющей 6. На панели 26, соединенной с направляющей 6, установлены кулачки 27, расположение которых соответствует расположению пазов 24, взаи юдейству ющие с электрическими конечными выключателями 28-30. Руки 8 и 9 снабжены гидроцилиндрами 31 и 32. Манипулятор работает следующим образом. Захватом 10 руки 8 выбирается заготовка 12. Цилиндрическая направляющая 6 от одного из гидроцилиндров 16 или 17 совершает поступательное переметение вместе с кареткой 7, руками в и 9 и зажатой захватом 10 заготовкой и карательное движение от гидроцилиндра 19 и зубчато-{Реечной передачи 20, обеспечивая при этом подачу заготовки к патрону ст.анка. При под/ходе к патрону захват 11 руки 9 вы- нимает из патрона готовую деталь, а новая заготовка устанавливается в патрон при поступательном перемещении направляющей 6 с кареткой 7. Позиционирование каретки 7 с рука ми 8 и 9 над каждой из ячеек тары 15 происходит го команде одного из конеч ных выключателей 28-30 от соответствующего кулачка 27, при этом фиксатор 25 входит в соответствующий паз 24 цилиндрической направляющей 6. Переход каретки 7 с руками 8 и 9 на каждый последующий продольный ряд и подача заготовок к патрону станка осуществляются гидроцилиндром 19j а по длине каждого ряда - гидроцилиндрами 16 и 17. Благодаря большому количеству TOiчек позиционирования при неподвижной таре значительно расширяется облает использования манипулятора, повышается точность и производительность. Формула изобретения 1.Манипулятор, содержащий основание, корпус с опорами под цилиндрическую направляющую, жестко связанные с направляющей руки, несущие захваты, а также приводы и стол со сменной тарой, имеющей ячейки, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности позиционирования рук, цилиндрическая направляющая установлена в опорах корпусов с возможностью продольного и углового перемещения на шаг, соответствующий шаг# ячеек по длине и ширине тары. 2.Манипулятор по п. 1, отличающийся тем, что на цилиндрической направляющей выполнены пазы, а на корпусе установлены фиксаторыупоры, взаимодействующие с этими пазами . Источники информации, принятые во внимание при экспертизе 1. БелЯНИН И.О. Промышленные роботы Японии. М., изд-во НИАТ, 1977, с. 323.
tput.f
J2
.Риг.2
6-6
23
/Риг. 5
