Изобретение относится к машиностроению и может быть использовано для автоматизации технологических процессов, связанных с подачей и точной установкой собираемых деталей.
Цель изобретения - расширение технологических возможностей конструкции манипулятора за счет возможности изменения шага позиционирования по длине тары.
На фиг. 1 схематически изображен предлагаемый манипулятор; на фиг. 2 - разрез А-А на фиг. 1.
Манипулятор имеет основание, состоящее из нижней 1 и верхней 2 рам, соединенных колонками 3. На верхней раме 2 закреплены корпуса 4 и 5 с опорами под составную цилиндрическую направляющую 6. На цилиндрической направляющей 6 закреплена каретка 7 с руками 8 и 9, несущими захваты 10 и 11 для загрузки и снятия заготовок 12. Руки 8 и 9 установлены под углом одна к другой и сходятся в одной точке в нижнем положении. На нижней раме 1 смонтированы направляющие планки 13, на которые установлен стол 14 со сменной тарой 15 и с ячейками, в которые уложены заготовки 12. Приводом продольного перемещения цилиндрической направляющей 6 являются гидроцилиндры одностороннего действия 16 и 17, порщнями которых является цилиндрическая направляющая 6.
Привод 18 поворота цилиндрической направляющей 6 смонтирован на корпусе 5 и включает гидроцилиндр 19 .и зубчато-реечную передачу 20. Поворот фиксируется жесткими упорами 21, установленными на валу 22, каждый из которых обеспечивает точное расположение рук 8 и 9 над соответствующим поперечным рядом заготовок 12 в сменной таре 15. Поворот рук к патрону станка контролируется жестким упором 23.
На цилиндрической направляющей 6 установлены втулки 24 с круговыми пазами,
-А
5
щаг между которыми выставлен в соответствии с щагом ячеек по длине сменной тары 15. На корпусе 5 установлены фиксаторы 25, которые входят в круговые пазы соответствующих втулок 24 и фиксируют положение направляющей 6.
На панели 26, соединенной с направляющей 6, установлены кулачки 27, расположение которых соответствует расположению круговых пазов втулок 24 и взаимодейст- 0 вующие с электрическими конечными выключателями 28, 29 и 30. Руки 8 и 9 снабжены гидроцилиндрами 31 и 32.
Манипулятор работает следующим образом.
Захватом 10 руки 8 выбирается заготовка 12. Цилиндрическая направляющая 6 от одного из гидроцилиндров 16 или 17 совер- uiaeT поступательное перемещение вместе с кареткой 7, руками 8 и 9 и зажатой захватом 10 заготовкой 12, а также качательное движение от гидроцилиндра 19 и зубчато-реечной передачи 20, обеспечивая при этом подачу заготовки 12 к патрону станка. При подходе к патрону захват 11 руки 9 вынимает из патрона готовую деталь, а новая захватка устанавливается в патрон при поступательном перемещении направляющей 6 с кареткой 7.
Позиционирование каретки 7 с руками 8 и 9 над каждой из ячеек тары 15 происходит по команде одного из конечных выключателей 28, 29, 30 от соответствующего кулачка 27. При этом фиксатор 25 входит в круговой паз соответствующей втулки 24 цилиндрической направляющей 6. Переход каретки 7 с руками 8 и 9 на каждый последующий продольный ряд и подача заготовок к патрону станка осуществляется гидроцилиндром 19, а по длине каждого ряда - гидроцилиндрами 16 и 17.
0
5
0
фиг. г
ВНИИПИ Заказ 1993/17 Тираж 1031 Подписное
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4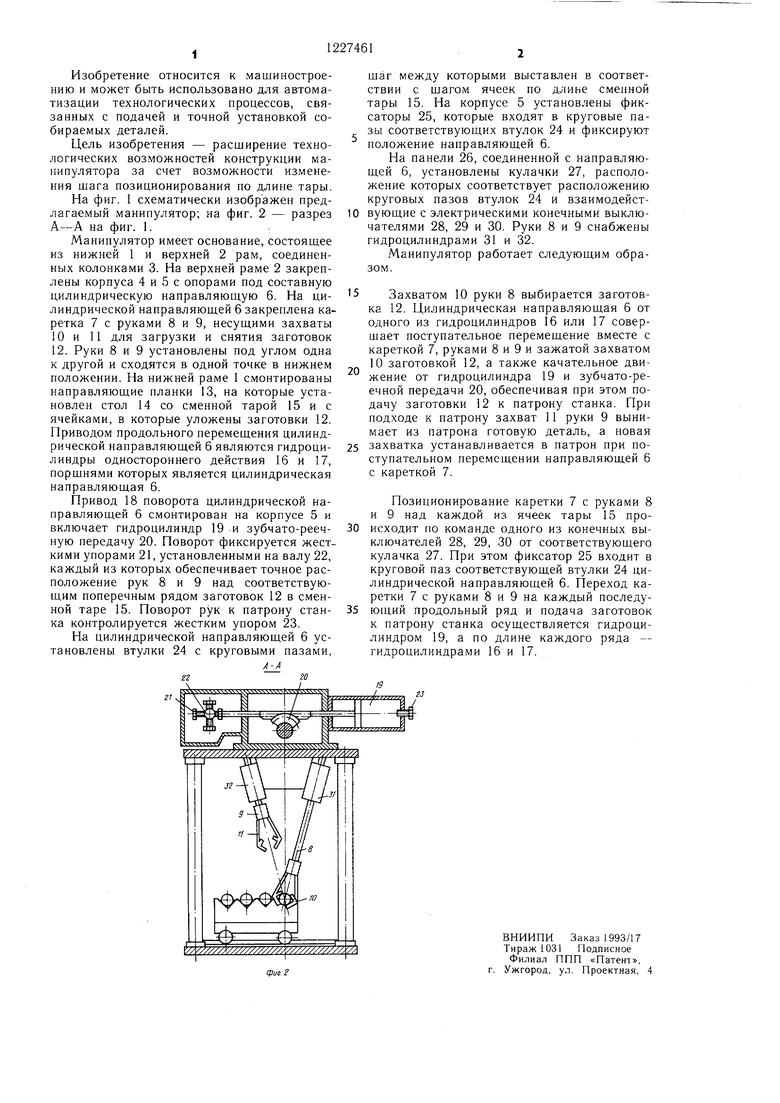
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1977 |
|
SU812563A1 |
| Манипулятор | 1978 |
|
SU973351A2 |
| Автооператор | 1970 |
|
SU355848A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Автооператор | 1979 |
|
SU837755A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматический манипулятор | 1981 |
|
SU963846A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| Устройство для загрузки металлорежущего станка | 1986 |
|
SU1360967A1 |
| Роботизированный технологический комплекс | 1985 |
|
SU1294601A1 |

| Манипулятор | 1977 |
|
SU812563A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
