(54) ВОЛОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Волока | 1989 |
|
SU1650306A1 |
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ СО СКРУГЛЕННЫМИ УГЛАМИ | 1972 |
|
SU427755A1 |
| Волока для волочения прифилей | 1979 |
|
SU856605A1 |
| Инструмент для волочения труб | 1991 |
|
SU1821260A1 |
| Волока | 1987 |
|
SU1454533A1 |
| Устройство для электроэрозионной обработки конических поверхностей | 1979 |
|
SU854663A1 |
| Способ обработки канала волоки | 1991 |
|
SU1811932A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| Устройство для волочения микропроволоки | 1980 |
|
SU1058663A1 |
| Инструмент для волочения труб | 1985 |
|
SU1306614A1 |
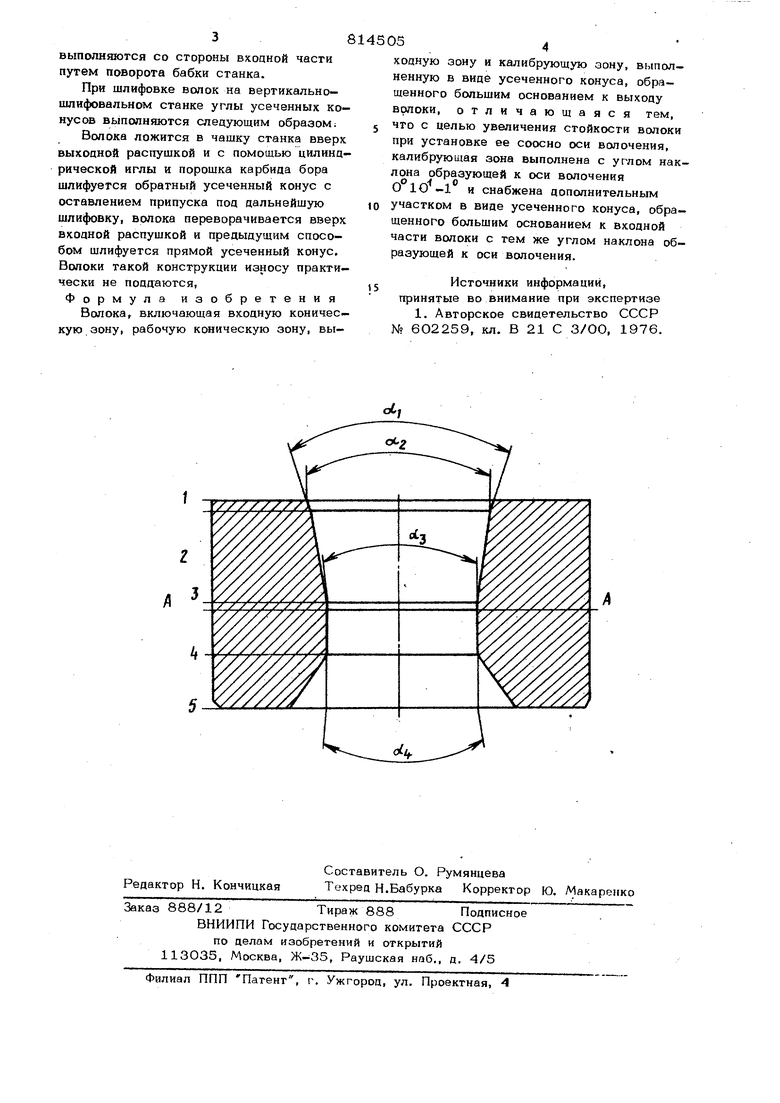
Изобретение относится к черной метал лургии, а конкретнее, к производству калиброванной стали, цветных металлов и из сплавов всех размеров и профилей, а также может применяться в других ограс лях народного хозяйства при изготовлении волок. Известна волока, включающая входную коническую зону, рабочую коническую зону, выходную зону и калибрующую зону, выполненную в виде усеченного конуса, обращенного большим основанием к выходу волоки. Известная волока используется в процессе волочения обкатки и уста новлена под углом к оси волочения, .лежа щему в пределах 3-5° L--J Однако при волочении с неподвижно установленной волокой известная конструк ция волоки не моЖет быть использована в связи с большими углами 1 онусности калибрующего участка. Цель изобретения - увеличение стойкости волоки при установке ее соосно оси волочения. Поставленная цель достигается тем, что калибрующая зона выполнена с углом наклона образующей к оси волочения О 10 -1 ° и снабжена дополнительным участком в виде усеченного конуса, обращенного большим основанием к входной части волоки с тем же углом наклона образующей к оси волочения. На чертеже схематически изображена волока предлагаемой конструкции, продольное сечение. Волока имеет смазочную коническую зону 1 с двойным углом (1 -30 - 4О, рабочую коническ то зону 2 с двойным углом са -14°- 18°, прямой усеченный конус 3 с двойным углом 20 2 .преимущественно О20 и высотой 1-2 мм, обратный усеченный конус 4 с двойным углом а(,2 О°20 2 ° прей-, мущественно О 2О и высотой 3-5 мм и выходную распушку 5. При шлифовке волок на внугркшлифовальном станке углы усеченных конусов ВЫПОЛН5ПОГСЯ со стороны входной части путем поворота бабки станка. При шлифовке волок на вертикальношлифовальном станке углы усеченных конусов выполняются следующим образом; Волока ложится в чашку станка вверх выходной распушкой и с помощью цилиндрической иглы и порошка карбида бора шлифуется обратный усеченный конус с оставлением припуска под дальнейшую шлифовку, волока переворачивается вверх входной распушкой и предыдущим способом шлифуется прямой усеченный конус. Волоки такой конструкции износу практически не поддаются, Формула изобретения Волока, включающая входную коническую зону, рабочую коническую зону, вы854 хоаную зону и калибрующую зону, выполненную в виде усеченного конуса, обращенного большим основанием к выходу волоки, отличающаяся тем, что с целью увеличения стойкости волоки при установке ее соосно оси волочения, калибрующая зона выполнена с углом наклона образующей к оси волочения О 1О -1 и снабжена дополнительным участком в виде усеченного конуса, обращенного большим основанием к входной части волоки с тем же углом наклона образующей к оси волочения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 602259, кл. В 21 С З/ОО, 1976.
