1
Изобретение относится к обработке металлов давлением и может быть испольэовано при прокатке изделий, имеющих форму тел вращения, в частности, при прокатке плоскими клиньями.
Известно устройство для поперечноклиновой прокатки, содержащее две взаимно-перемещающиеся вертикально навстречу друг другу параллельные плиты с расположенными на них инструментами - плоскими клиньями. Клинодержатели приводятся в движение гидроприводом, который обеспечивает регулируемые скорости и величину рабочего хода, а также холостой обратный ход 1.
Недостатком этого устройства является наличие холостого хода, что снижает производительность процесса и ограниченность длины хода, которые сужают технологические возможности оборудования.
Известно также устройство для поперечно-клиновой прокатки, содержащее установленные в станине две пара.галельные плиты и установленную между двумя параллельными плитами промежуточную плиту, закрепленные нв рабочих поверхностях плит клиновые
инструменты и привод возвратно-поступательного движения плит 2.
Недостатком этого устройства является горизонтальное расположение плнт и салазок, что увеличивает размеры устройства в плане и вызывает необходимость выделения значительных производственных площадей для установки устройства.
Цель изобретения - повьшение производительности .
Указанная цель достигается тем, что устройство для поперечно-клиновой прокатки, содержащее установленные в станине две параллельные плиты и установленную между двумя параллельными плитами промежуточную плиту, закрепленные на рабочих поверхностях плит клиновые инструменты и привод возвратно-поступательного движения плит, снабжено зубчатой рейкой, расположенной на одной из параллельных плит и перекладчиком заготовок, установленном на промежуточной плите, связанным с зубчатой рейкой и имеющим захват в виде скобы и подпружиненные фиксаторы, взаимодействующие со скобой.
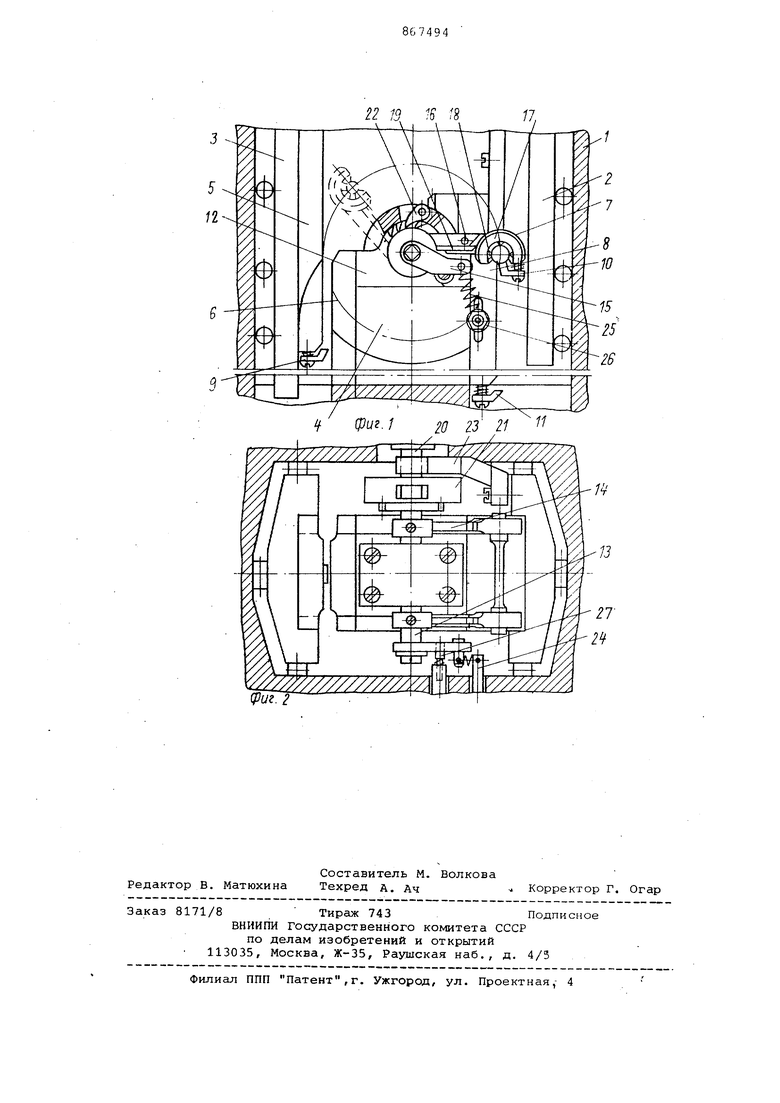
На фиг. 1 изображено устройство для поперечно-КЛИМОВОЙ прокатки.
фронтальный вил , на фиг. 2 - то же, вид в плане.
Устройство содержит станину 1, в которой размещены две подвижные плиты 2 и 3, промежуточную неподвиж. ную 4 плиту. На подвижных плитах, связанных с приводом поступательновозвратного перемещения, укреплены клиновые-инструменты 5 - 8, На клиньях установлены подпружиненные приемные устройства 9 - 11. Между двумя парами клиньев на неподвижной плите 4 смонтирован перекладчик, состоящий из корпуса 12, укрепленного на неподвижной плите, оси-храповика 13, двух рычагов 14 и подПружиненного рычага 15, Рычаги 14 fiepes оси 16 .связаны с захватом 17, в котором вмонтированы подпругкиненные шарики 18. Под рычагом 14 захватом 17 укреплены плоские 19. В станине 1 укреплена ось(цестерня 20 и барабан со впадиной 121, связанный посредством собачки Е2 с осью-храповиком 13 „ ila подвижной плите 2 укреплена зубчатая рейКа 23, которая находится в зацеплении с.осью-шестерней 20. В станине 1 установлена ось 24, связанная через Пружину 25 с рычагом 15 с возможностью его поджатия посредством 26. Рычаг 15 опирается на подЬружиненный упор 27.
Устройство работает следующим образом.
При крайнем нижнем положении подвижных плит 2 и 3 заготовка подается на приемное устройство 11 и при перемещении плит вверх обрабатывается клиновыми инструментами 7 и В. Горизонтальное попожение перекладчика обеспечивается упором рычага 15 на подпружиненный упор 27 и сохраняется до входа заготовки в захваты 17. При этом зубчатая рейка 23 входит в зацеление с осью-шестерней 20 и через барабан 21, собачку 22 осуществляет вращение оси-храповика 13 против движения часовой стрелки. При этом удерживаемая подпружиненная шариками 18 заготовка перекладывается В рабочую зону второй пары клиньев. При дальнейшем вращении перекладчика заготовка извлекается из захватов 17 и затем удерживается приемным устройством 9, оставаясь в рабочей зоне клиньев 5 и б, а рычаг 15 перекладчика отжимает подпружиненный упор 27. В момент выхода зубчатой с рейки 22 из зацепления с осью-шестерней 20 перекладчик, поджатый пружиной 25 к упору 27 вновь занимает горизонтальное (исходное) положение. При ходе подвижных плит 2 и 3 вниз
Q заготовка обрабатывается клиньями
5 и 6, при этом собачка 22 выходит из зацепления с осью-храповиком 13, а перекладчик остается неподвижным до следующего цикла.
Таким образом, предлагаемое устройство обеспечивает прокатку заготовок с большими степенями обжатия при небольшой длине инструмента, использует прямой и обратный ход оборудования, механизирует перекладку заготовок из одной рабочей зоны в другую и сокращает занимаемую площадь.
Формула изобретения
Устройство для поперечно-клиновой прокатки, содержащее установленные в станине две параллельные плиты и установленную между двумя параллель.. ными плитами промежуточную плиту, закрепленные на рабочих поверхностях плит клиновые инструменты и привод возвратно-поступательного движения плит, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено зубчатой рейкой, расположенной на одной из параллельных плит и перекладчиком заготовок, установленном на промежуточной плите, связанным с
0 зубчатой рейкой и имеющим захват в виде скобы и подпружиненные фиксаторы, взаимодействующие со скобой.
Источники информации, принятые во внимание при экспертизе
с1. Neuberger F. , Moekel Ь,, Finneues Querwa1zverfahzen, Techn, fЫ. .Prackt. MetaM bearb , 62, 3, p; 122-125, 1968.
2. Авторское свидетельство СССР
Q № 559759, кл. В 21 И 1/18, 23.02.76 (прототип).
(риг. 2
12 19 -ff /8
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Плоскопрокатное устройство для поперечно-клиновой прокатки | 1988 |
|
SU1569066A1 |
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1988 |
|
SU1627384A1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU814532A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |