Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей, имеющих на головке две фиксирующие грани, например болтов, применяемых для крепления колес автомо билей, тракторов, комбайнов и сельс хозяйственных машин. Известен способ изготовления сте невых деталей с головками, заключающийся в предварительной и окончательной высадке стержневой заготовки l. Однако при изготовлении изделий с двугранной головкой уже в первом переходе возникает торцовой заусене который необходимо удалять, что приводит к потерям металла. Цель изобретения - безотходное изготовление болтов с двугранной г ловкой, Эта цель достигается тем, что при предварительной высадке стержн вой заготовки ее рассекают вдоль о образуя утолщение с V-образным поп речным сечением, основание которог расположено по оси заготовки. Известный способ осуществляется устройством, содержащим пуансоны и матрицы. . Отличие устройства, позволяющее осуществить новый способ, состоит в том, что на рабочем торце пуансона симметрично относительно его оси выполнена полость в.форме усечённого конуса, меньшее основание которого, являющееся дном полости, равно диаметру заготовки, а в центре дна полости закреплен отсекатель клиновидной формы. На фиг. 1 показана предварительная высока цилиндрической заготовки с образованием рассеченного V-образного утолщения; на фиг. 2 - вид А на фиг. If на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на . фиг. 1; на фиг. 5 - окончательная штамповка двугранной головки; на фиг. 6 - вид Г на фиг.. 5; на фиг. 7 вид Д на фиг. 5. Заготовка 1 диаметром 19 мгл и длиной 55 мм укладывается в матрицу предварительной высадки 2. Предварительный пуансон 3, по оси которого установлен рассекатель За клиновидной формы с углом при вершине 135, перемещается вниз и производит предварительную высадку с образованием утолщения V-образной формы. При этом минимальная ширина утолщеjiHH, равная 20 мм, расположена по оси заготовки, а максимальная ширина, равная 23 мм - меньше размера между гранями головки болта. Высота всех элементов утолщения больше окончательной высоты головки болта, равной б мм. Высаженный полуфабрикат 1а удаляется из матрицы 2 выталкивателем 4.
Затем полуфабрикат 1а устанавливается в матрицу окончательной высадки 5, которая в верхней части имеет прямоугольную полость шириной 24 мм по размеру граней головки болта.
Окончательный пуансон 6 перемещаясь вниз, производит осадку утолщения в матрице 5 до окончательной высоты головки болта, при этом образуются две фиксирующие гоани.
Выталкивание изделия 1б из матрицы 5 осуществляемся выталкивателе 7.
Предлагаемый способ можно осущесвить при использовании специального пуансона.
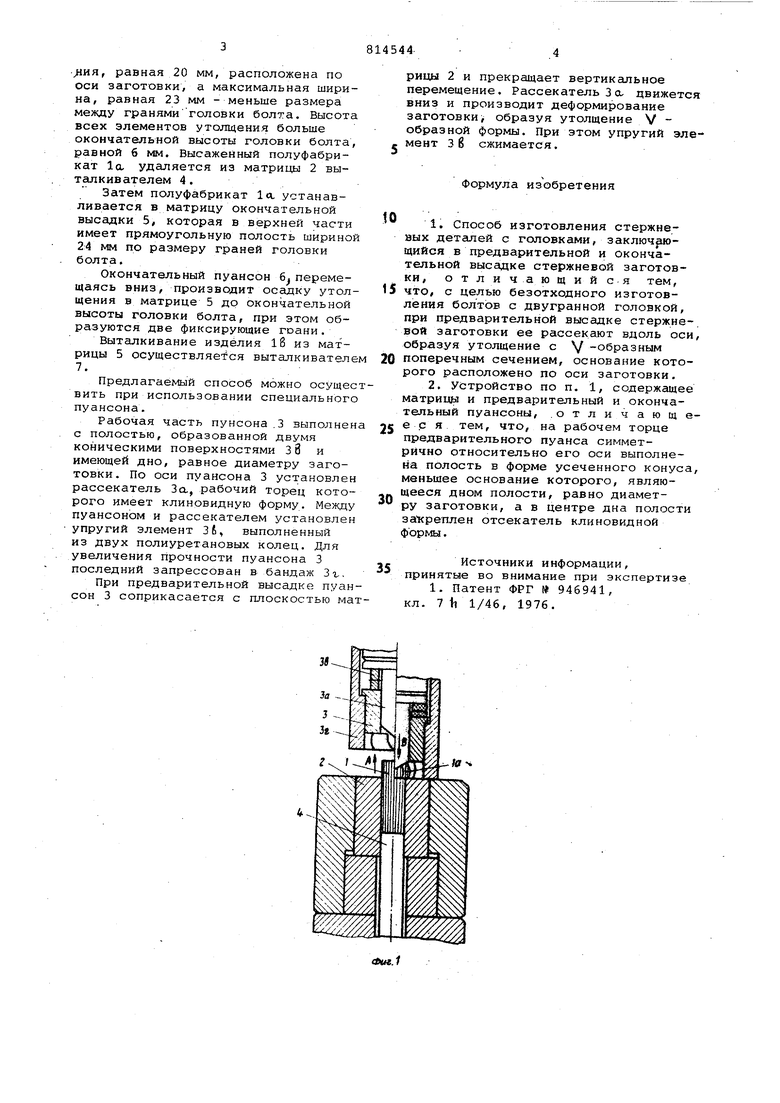
Рабочая часть пунсона ,3 выполнен с полостью, образованной двумя коническими поверхностями Зб и имеющей дно, равное диаметру заготовки. По оси пуансона 3 установлен рассекатель За, рабочий торец которого имеет клиновидную форму. Между пуансоном и рассекателем установлен упругий элемент Зб, выполненный из двух полиуретановых колец. Для увеличения прочности пуансона 3 последний запрессован в бандаж Зт,,
При предварительной высадке пуансон 3 соприкасается с плоскостью марицы 2 и прекращает вертикальное перемещение. Рассекатель 3 сх- движется вниз и производит деформирование заготовки у образуя утолщение V образной формы. При этом упругий эле- мент з8 сжимается.
Формула изобретения
1.Способ изготовления стержнеаых деталей с головками, заключ ющийся в предварительной и окончательной высадке стержневой заготовки, отличающийся тем,
5 что, с целью безотходного изготовления болтов с двугранной головкой, при предварительной высадке стержне-. вой заготовки ее рассекают вдоль оси, образуя утолщение с V -образным
0 поперечным сечением, основание которого расположено по оси заготовки.
2.Устройство по п. 1, содержащее матрицы и предварительный и окончательный пуансоны, .отличающее с я тем, что, на рабочем торце предварительного пуанса симметрично относительно его оси выполнена полость в форме усеченного конуса, меньшее основание которого, являющееся дном полости, равно диаметру заготовки, а в центре дна полости закреплен отсекатель клиновидной формы.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ 946941, кл. 7 ti 1/46, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| Способ формирования головок болтов | 1982 |
|
SU1152702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ С НЕСООСНЫМ УТОЛЩЕНИЕМ ТИПА ГОЛОВКИ | 2012 |
|
RU2494832C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |

39
За
Вы9А
Фи1.г
t-S
Фи.3
BvdB
Фut.f
IS
Вид Г
Фиг. 8
Фи1.7
