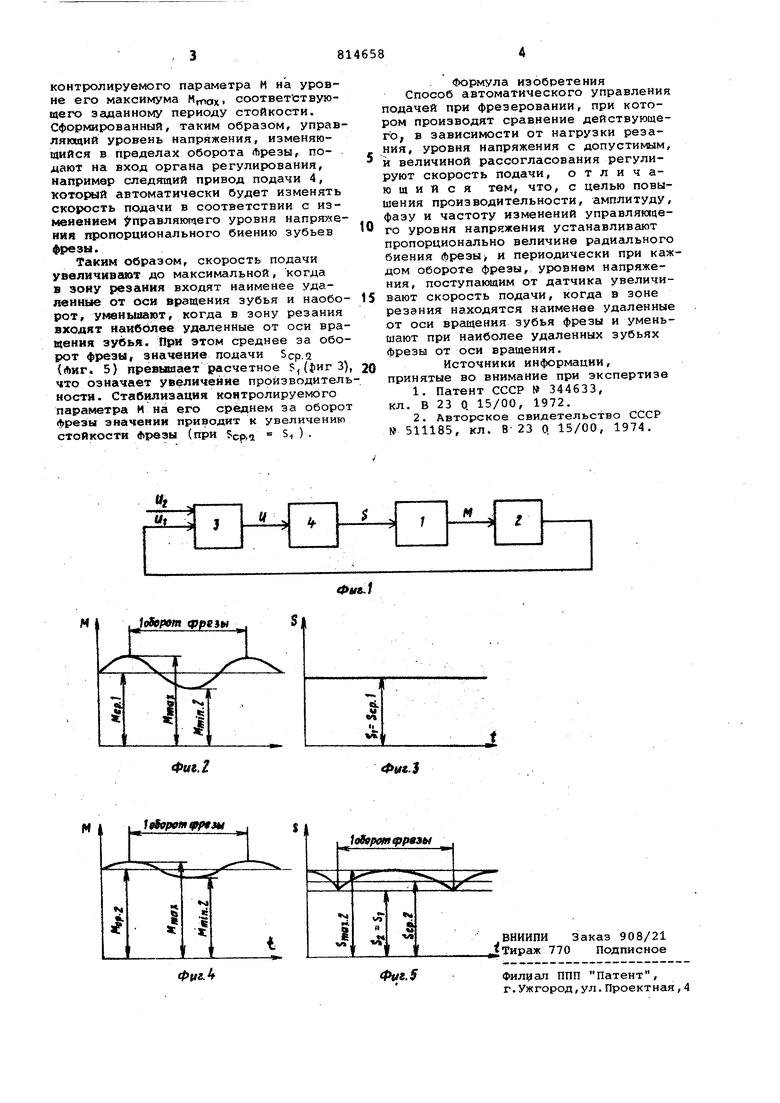
Изобретение относится к обработке резанием и может быть использовано при фрезеровании на станках с регулируе1 влми проводами подач, в частнос ти с системами адаптивного управления. Известны способы автоматического управления подачей при фрезеровании, при которых производят сравнение действующего, в зависимости от нагрузки резания, уровня напряжения с допустимым, и величиной рассогласования регулируют скорость подачи 1 и 2j. Недостатком таких способов является низкая пЕюизводитвльность. Цель изобретения - повышение производительности. Поставленная цель достигается тем что амплитуду, Лазу и частоту изменений управляющего уровня напряжения ус танавливают пропорционально величине радиального биения фрезы, и периодически, при каждом обороте фрезы, уров нем напряжения, поступающим от датчика увеличивают скорость подачи/ когда в зоне резания находятся, наименее удаленные от оси вращения зубья фрезы и уменьшают при наиболее :удг1ленных зубьях Фрезы от оси вращения. На фиг. 1 показана блок-схема способа автоматического управления подачей при фрезеровании; на фиг. 2 колебания контролируемого параметра М за один оборот фрезы при нестабилизированном крутящем моменте Н, изменяющемся от Mfj,j до J на фиг. 3изменение расчетного значения подачи при нвстабилизированном крутящем моменте; на фиг. 4 - колебания контролируемого параметра Н за один оборот фрезы при стабилизированном крутящем моменте М, изменяющемся от . до ,; на фиг. 5 - изменение значений подачи от Sniini до 5та,,при стабилизированном крутдааем моменте. Способ автоматического управления подачей при фрезеровании заключается в следующем. Уровень напряжения U , пропорциональный крутящему моменту Н на шпинделе 1, от датчика крутящего момента 2 подается в блок 3 сравнения и сравнивается с уровнем напряжения Uj, который соответствует моменту, заданному установкой. На выходе блока сравнения устанавливают такие амплитуды, фазу И частоту управляющего уровня напряжения и, при которых достигают стабилизации
контролируемого параметра Н на уровне его максимума М,пох соответствующего заданному периоду стойкости. Сформированный, таким образом, управляющий уровень напряжения, изменяющийся в пределах оборота лрезы, подают на вход органа регулирования, например следящий привод подачи 4, который автоматически будет изменять скорость подачи в соответствии с изменением вправляющего уровня напряжений пропорционального биению зубьев фрезы.
Таким образом, скорость подачи увеличившая до максимальной, когда в зону резания входят наименее удаленные от оси вращения зубья и наоборот, уменьшают, когда в зону резания входят наиболее удаленные от оси вращения эувья. При этом среднее за оборот фрезы, значение подачи Scp.a {лиг 5) превьшает расчетное ({|иг3) что означает увеличение производительности. Стабилизация контролируемого параметра И на его среднем за оборот фрезы значении приводит к увеличению стойкости Фрезы (при 5ср.7 Si ) .
Формула изобретения Способ автоматического управления подачей при фрезеровании, при котором производят сравнение действующего, в зависимости от нагрузки резания, уровня напряжения с допустимым, и величиной рассогласования регулируют скорость подачи, отличающийся тем, что, с целью повышения производительности, амплитуду, фазу и частоту изменений управляющего уровня напряжения устанавливают пропорционально величине радиального биения фрезыj и периодически при каждом обороте фрезы, уровнем напряжения, поступающим от датчика увеличивают скорость подачи, когда в зоне резания находятся наименее удаленные от оси вращения зубья фрезы и уменьшают при наиболее удаленных зубьях фрезы от оси вращения.
Источники информации, принятые во внимание при экспертизе
1.Патент СССР 344633, кя. В 23 0. 15/00, 1972.
2.Авторское свидетельство СССР № 511185, кл. В- 23 О. 15/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической коррекции погрешности фрезерования | 1981 |
|
SU1028473A1 |
| Устройство для адаптивного программноно управления металлорежущими станками | 1975 |
|
SU603951A1 |
| Способ управления фрезерным станком | 1984 |
|
SU1224134A1 |
| Устройство для измерения глубины и ширины фрезерования | 1982 |
|
SU1060412A1 |
| Устройство для обработки двух осесимметричных деталей | 2021 |
|
RU2768925C1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Устройство для адаптивного программ-НОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU807226A2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
