Изобретение относится к технике магнитной записи, в частности к способам изготовления магнитных головок, и может быть использовано в аппаратуре магнитной записи.
Цель изобретения - повышение качества путем улучшения стабильности рабочих параметров блока магнитных головок.
На фиг. 1-15 представлена сущность способа изготовления блока магнитных головок.
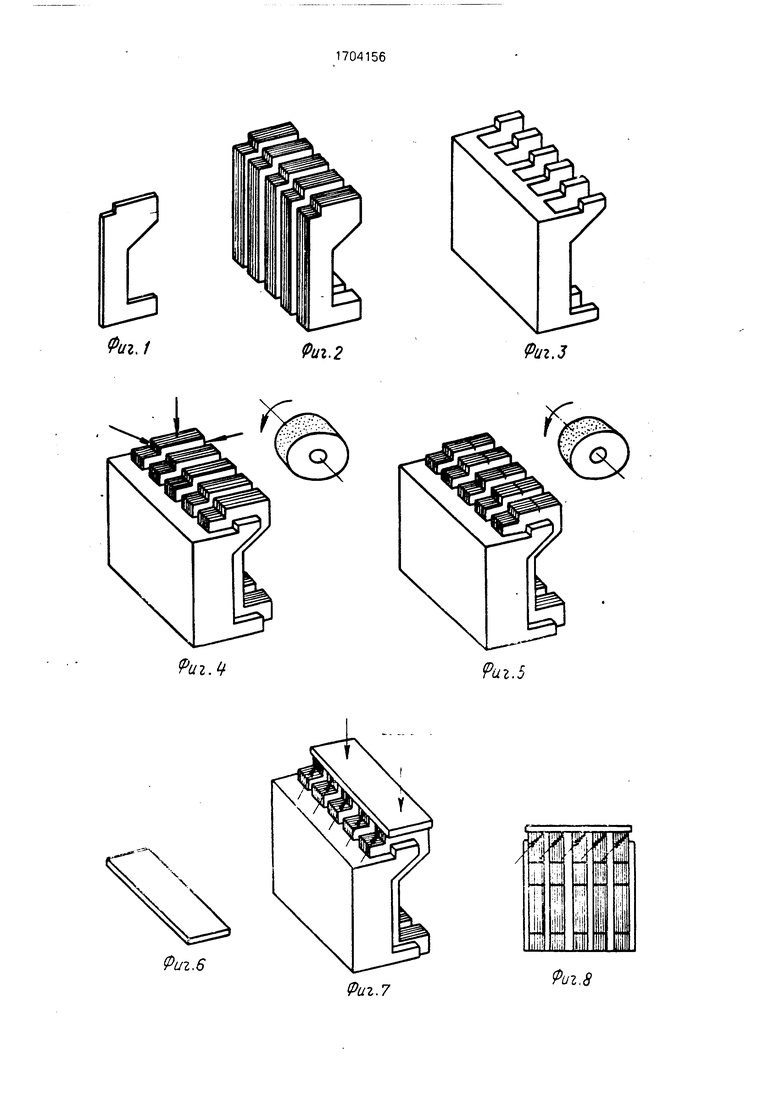
Комплектуют пластины (фиг. 1) из мэг- нитомягкого материала в группу пакетов (фиг. 2). ориентируют их по рабочей поверхности, сжимают в оправке (фиг. 3), обрабатывают абразивным инструментом рабочую и смежные ей плоскости, одна из которых плоскость рабочего зазора (фиг. 4). На расстоянии, не меньшем ширины средней части тела пластины от плоскости рабочего зазора, накладывают на пакет пластин продольный сварной шов лазерной сваркой в нейтральной среде (фиг. 5), глубину шва выдерживают не более пяти четвертей толщины пластины и не менее ее толщины, после чего обрабатывают рабочую поверхность на глубину не более четверти толщины пластины. Изготавливают и прикрепляют к паке sl
о
4
СЯ О
там общую износостойкую пластину из сен- даста (фиг. 6). обеспечивая перекрывание ею рабочих поверхностей пакетов пластин с небольшей выступающей частью со стороны плоскости рабочих зазоров. Приваривают ее лазерной шовной сваркой в нейтральной среде глубиной не более толщины пластины со стороны, противоположной рабочей поверхности под ее выступающими частями в плоскости рабочего зазора каждого пакета и с противоположной ей стороны пакета (фиг. 7 и 8).
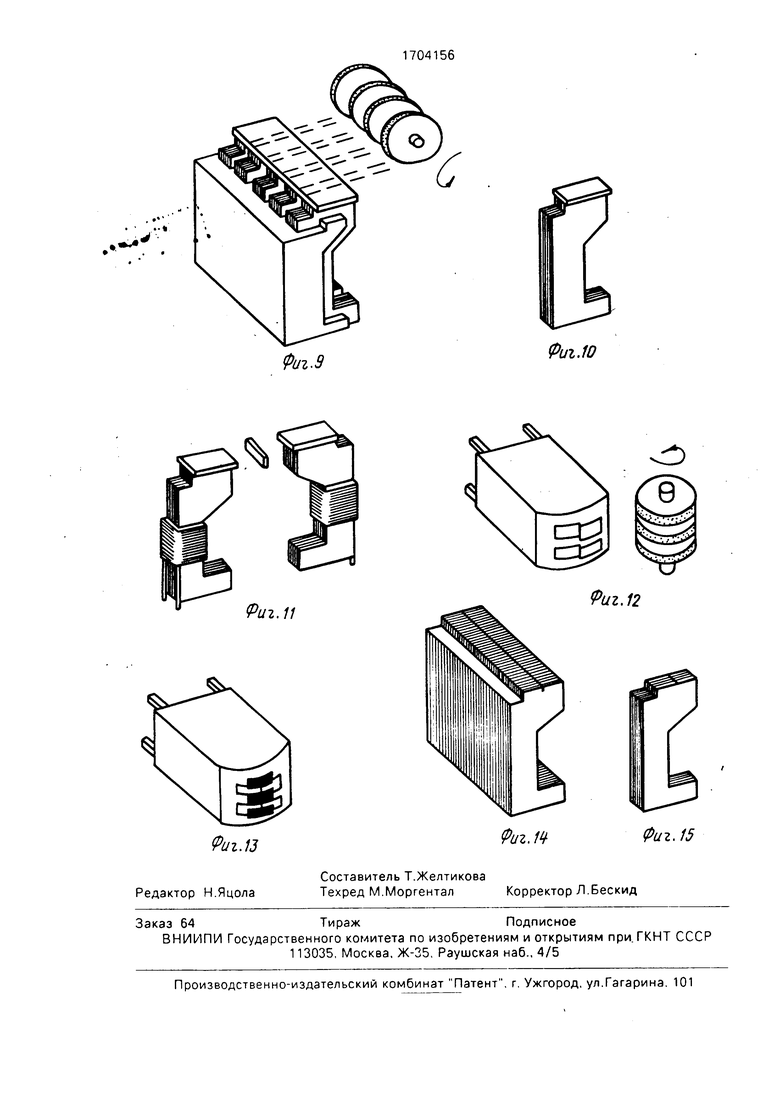
Разрезают пластину на полюсные наконечники (фиг. 9 и 10), обеспечивая припуск на доводку ширины каждой головки и ликвидацию деструкции износостойкого материала в зоне резки. Размещают на пакетах обмотки с выводами и попарно стыкуют пакеты через немагнитную прокладку рабочего зазора (фиг. 11). Собирают пакеты в блок, закрепляют в магнитном экране. Осуществляют финишную обработку рабочей поверхности, при этом со стороны рабочей поверхности по ширине головки на глубину износостойкого наконечника прорезают абразивным инструментом пазы (фиг. 12), обеспечивая калибровку ширины головки в блоке, и заполняют их антифрикционным материалом (фиг. 13). Для снижения трудоемкости на комплектование пластин по отдельным группам из пластин набирают общий блок (фиг. 14), и после скрепления продольным сварным швом разделяют на отдельные пакеты (фиг. 15). устанавливают в оправку.
Формула изобретения 1. Способ изготовления блока магнитных головок, включающий комплектование пластин из мэгнитомягкого материала в группу пакетов, ориентацию их по рабочей поверхности сжатие в оправке, обработку абразивным инструмен-ом рабочей и лер- пендпкч лярных ей смежных плоскостей, одна из кот-рыл плоскость рабочего зазора, изготовление и прикрепление к пакетам общей износостойкой пластины из сендэста.
резку этой пластины на полюсные наконечники, размещение на пакетах обмоток с выводами и попарную стыковку пакетов через немагнитную прокладку рабочего зазора,
сборку пакетов в блок, финишную доводку рабочей поверхности, отличающийся тем, что, с целью повышения качества путем улучшения стабильности рабочих параметров, после обработки рабочей поверхности
пакетов в оправке на расстоянии, не меньшем ширины средней части тела пластины от плоскости рабочего зазора, накладывают на пакет пластин продольный сварной шов лазерной сваркой в нейтральной среде, глубину шва выдерживают не более пяти четвертей толщины пластины и не менее ее толщины, после чего обрабатывают рабочую поверхность на глубину не более четверти толщины пластины, а при установке износостойкой пластины обеспечивают перекрывание ее рабочих поверхностей пакетов пластин с наибольшей выступающей частью со стороны плоскостей рабочих зазоров и приваривают ее лазерной шовной сваркой в нейтральной среде глубиной не более толщины пластины со стороны противоположной рабочей поверхности под ее выступающими частями в плоскости рабочего
зазора каждого пакета и с противоположной ей стороны пакета, затем при резке износостойкой пластины на наконечники обеспечивают припуск на доводку ширины каждой головки и ликвидацию деструкции
износостойкого материала в зоне резки, после сборки блок закрепляют в магнитном экране, а в процессе финишной обработки со стороны рабочей поверхности по ширине головки на глубину износостойкого наконечника прорезают абразивным инструментом пазы, обеспечивая калибровку ширинь: головки в блоке и заполняют и/, ан.тифрик- ц.-онным материалом.
2. Способ п: п. 1.отличающийся
. что. с целью снижения трудоемкости из пластин набирают общий блок и после скрепления их продольным швом разделяют на отдельные пакеты
f)
Риг.1
Риг.2
Риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Магнитная головка и способ ее изготовления | 1990 |
|
SU1780096A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Способ изготовления комбинированных полусердечников магнитных головок | 1988 |
|
SU1737505A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
Изобретение относится к технике магнитной записи, в частности к способам изготовления магнитных головок, и может быть использовано в аппаратуре магнитной записи. Целью изобретения является повышение качества путем улучшения стабильности параметров блока магнитных головок. Способ включает комплектование пластин из магнитсмягкого материала Е группу пакетов, ориентацию их по рабочей поверхности сжатие в оправке, обработку абразивным инструментом рабочей и перпендикулярных ей смежных плоскостей, наложение на пакет пластин продольного сварного шва лазерной сваркой в нейтральной среде, изготовление и прикрепление к пакетам общей износостойкой пластины из сендаста с перекрыванием ею рабочих поверхностей пакетов пластин с наибольшей выступающей частью со стороны плоскости рабочих зазоров, приваривание пластины лазерной шовной сваркой в нейтральной среде, разрезку пластины на полюсные наконечники. размещение на пакетах обмоток с выводами, попарную стыковку пакетов через немагнитную прокладку рабочего зазора, сборку пакетов в блок, финишную обработку рабочей поверхности с прорезкой пазов, обеспечивающих калибровку ширины головки в блоке, заполнение их антифрикционным материалом. 1 з.п. ф-лы. 15 ил. со с
Риг. Ц
Фиг. 6
Фиг.7
Риг.5
Г
/
Риг.8
, .
Фиг.9
Риг.11
Риг.13
Редактор Н.Яцола
Фиг.ЩФиг. 15
Составитель Т.Желтикова
Техред М.МоргенталКорректор Л.Бескид
Риг.10
О
. «
е
Риг. 12
| Измерительная магнитная головка | 1984 |
|
SU1185381A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
