54) СПОСОБ ПОПЕРЕЧНОЙ ПРОКАТКИ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| Линейка прошивного стана | 2023 |
|
RU2814544C1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
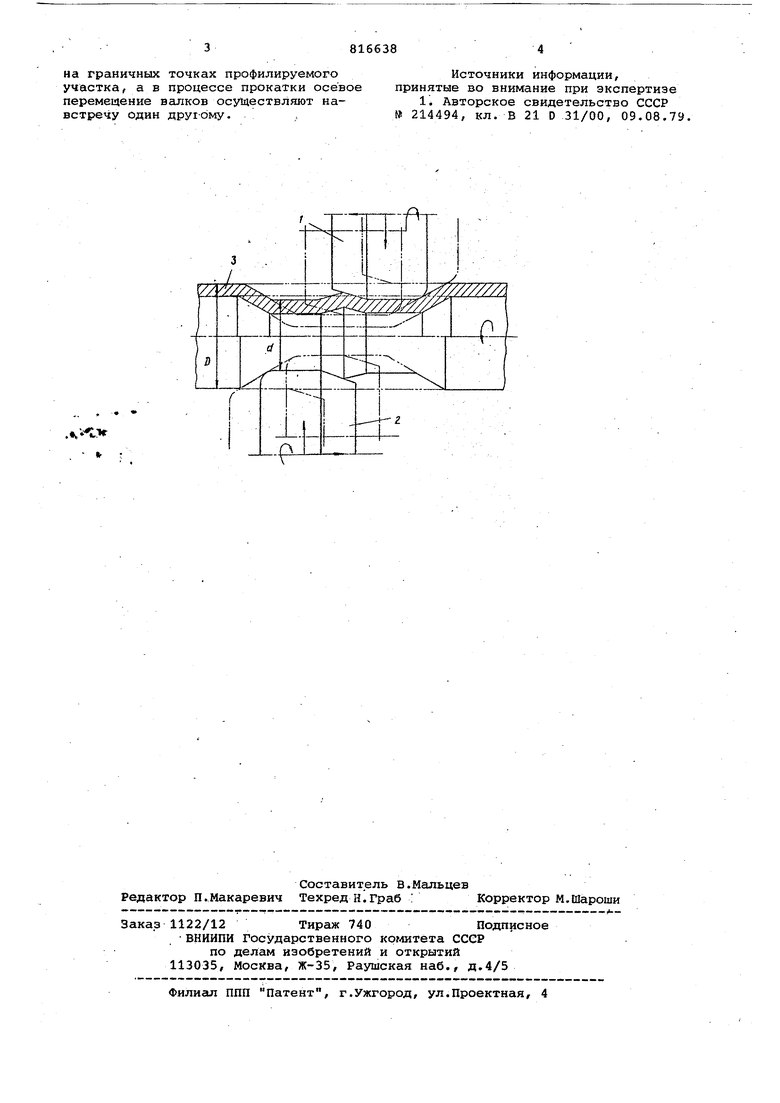
Изобретепне относится к обработке металлов давле 1нем, преимущественно к производству полых профильных деталей и может быть использовано для изготовления сплошных профильных il3делий. Известен способ поперечной прокат ки профилей, при котором профйлируе1ЛЫЙ участок заготовки деформируют вращающимися валками с одновременныг.} перемещением их радиально и вдоль оси заготовки l. Недостатком известного способа яв ляется ТО-, что при перемещении валков вдоль оси заготовки в одном направлениь не представляется возможным получить поперечно-сим2у1етричный профиль на середине заготовки с обжатием по диаметру т- 1,5. Цель изобретения - получение локальных поперечно-симметричных профи лей с обжатием по диаметру более 1,5 Поставленная цель достигается тем что перед началом прокатки валки устанавливают на граничных точках профилируемого участка, а в процессе прокатки осевое перемещение валков осуществляют навстречу один другому .Па чертеже изображены валки в. процессе прокатки профильного изделия. Перед началом прокатки валка 1 и 2 устанавливают на граничных точках профилируемого участка заготовки 3. В процессе прокатки вращающиеся валки 1 и 2 одновременно перемещают ргедиально и вдоль оси заготовки навстречу друг другу, в результате чего получают локальный поперечно-симметричный профиль. Предложенный способ позволяет получить профильные изделия с обжатием D . л ,по диаметру -т- 1,5. Формула изобретения Способ поперечной прокатки профилей, при котором профилируемый участок заготовки деформируют вращающимися валками с одновременньзм перемещением их радиально и вдоль оси заготовки, отличающийс я. тем, что, с целью получения локальных поперечно-симметричных профилей с обжатием по диаметру более 1,5, перед началом прокатки валки устанаэливаот
на граничных точках профилируемого участка, а в процессе прокатки осевое перемещение валков осуществляют навстречу один другому.
Источники информации, принятые во внимание при экспертизе
.t. tr
