направляющие 4, -на которых размещен су;ПЛ|0:рт 5 с распылителем, металлйзаторо.м 6. Суппорт 5 у станов ic возможностью возв1рат«о-постугпательного перемещения с помощью iBMiTOBOfi передачи 7 от электродвигателя 8 через .коипчеокий механизм реверса 9, управляемый датчика ми 10 нижнего лоложения и 11 верхнего положения. Поворотный стол 3 размещен /свободно (фиг. 3) «а ;верти1кально1М привод(HOLM валу 12, устанозленном с воз,можностью возвратно-вращательного движения (в шределах до 180°) через червячаую передачу 13 от электродвигателя 14 с регулируемой скоростью враЩ|еш1я. Н.а валу 12 жестко закреплен поводок 15 (фиг. 4 и 5) с силовым цилиндром, HanpHMeip пневмоцилиндром 16, иа штоке 17 .которого омонтировзй толкатель /iS с пазом.
Устройство -снабжено соедипениой с поворотным столом 3 серьгой 19 с осью 20, размещенной в пазу толкателя 18. Длина паза толкателя равна 1Максимальному шату подачи поворотного стола. Поворотный стол 5 снабжен тормозом 21, установленным на афО:НщтеЙ1не 22, и подставкой 23, па .которой установлена вертикальная обойма 24 для 1р,азмещения изделий, например деталей подшипника шатуна. Для контроля крайних положений поворотного стола предусмотрены датчики 25 и 26.
Установка работает следующим образом.
В исходном положении (стол 3 с обоймой 24 повернут до упора в датчик 25, -металлизатор 6 внизу, толкатель /8 втянут в пнев1моцилиндр 16) включают оба электродвигателя 8 и 14 и металлизатор 6. При этом металлизатор 6 перемещается воз|вратио-поступательно по направляющим 4 в пределах между датчиками 10 и // со скоростью, определенной технологией металлизации, а поворотный стол 3 непрерывйо поворачивается, обеспечивая развертьивание напыляемой поверхности изделий 27 и 28 перед металлизатором 6. В результате сложения движений на поверхности этих изделий образуется зигзагообразная траектория напыления, расстояние .между верщинами которой 3:а1висит ири постоянной окорост1и перемещения металлизатора 6 от скорости поворота стола 3, регулируемой скорОСтью электродвигателя 14.
В случае, когда требуется равномерное покрытие «а детали, чего зигзагообразная траектория не обеспечивает, необходимо напыление поверхности параллельными полосами с задаппым шагом, для чего включают установку в работу с дискретным новоротом стола 3. В исходном иоложевии после включения металлизаторов толкатель 18 от сигналов датчиков 25 и 26 выдвигается из яневмо|цилиндра 16 и сразу убирается.
При этом стол 3 устанавливается в исходное для напыления положение и разъединяется с механизмам поворота. Затем включают электродвигатели 8 и 14. При подходе металлизатора в из пиж1Н1его в верхнее положение датчик 11, переключая привод суппорта 5 на обратный ход, -включает пневмоцилиидр 16, который толкателем 18 быстро проворачивает стол 3 на величину хода, пройдеипого поводком 15 за время подъема металлизатора, что должно равняться требуемому шагу напыления и устанавливается подбором скорости электродвигателя 14. Затем пневмои)илиндр 16 сразу убирает толкатель 18. При подходе -металлизатора 6 в нижнее положение от датчика 10 снова включается пневмоцилиндр 16 и снова быстро перемещает стол 3 на величину шага, и так до обработки всей поверхиости изделий -27 и 28, то есть на весь угол поворота стола 3.
При нанесении покрытий в несколько слоев можно воспользоваться -обратным поворотом стола 3, при этом исходное положение пиевмоцилиндра 16 меняется (толкатель /8 выдвинут из пневмоцилиндра ,16) и иа каждый импульс датч1ИКов 10 и 11 следует быстрое втягивание толкателя 18 и возврат его в исходное положение. Таким образом, благодаря периодической, связанной с перемещением металлизатора 6 ра-боте пнбБМОП;илиндра 16 с толкателем 18, обеспечивающей распепление стола 3 с непрерывно вращающимся приводам, происходит преобразование зигзагообразной траектории напыления в прямоугольную с параллельными полосами и регулируемым ишгом между ними.
Использование предлагаемой установки позволяет внедрить механизированное напыление изношенных поверхностей шатунов двигателей взамен приМеняемого сейчас гальванического железиения, что существенно экономит время процесса, энергоресурсы и занимаемые илощади. Возможность работы с различными траекториями и регулируемьгм шагом йапылепия делает установку универсальной, ее можно применять для работы с различными по размерам и напыляемым материалам изделиями типа разъемных Подшипников.
Формула и 3 о б ip е т е iH И я
1. Установка для нанесения покрытий на изделия, содержащая раму с горизонтально установленным на привадеом валу поворотным столом для размещения изделий и распылитель с приводом его возвратно-поступательного перемещения по в-ертикально установленным направляющим, отличающаяся тем, что, с целью расширения технологических возможностей установки, она снабжена жестко закреп денным на приводном валу поводкам с силовым цилиндром, на штоке которого сМ|анти;рован толкатель с лазом, и соединенной с поворотным , установленным на пряводном валу свободно, серьгой с осью, размещенной в лазу толкателя, щричем длина паза толкателя равна ма1ксимально|му шагу подачи лаворотного стола.
2. Установ-ка по п. 1, отличаюшаяс я тем, что поворотный стол снабжен тормозом.
Источники информации, принятые во внимание лриэкспертизе:
1.Авторское свидетельство СССР № 524568, кл. В 05 В 13/00, 1975.
2.Авторское свидетельство СССР № 579030, кл. В 05 В 13/02, 1976 (прототил).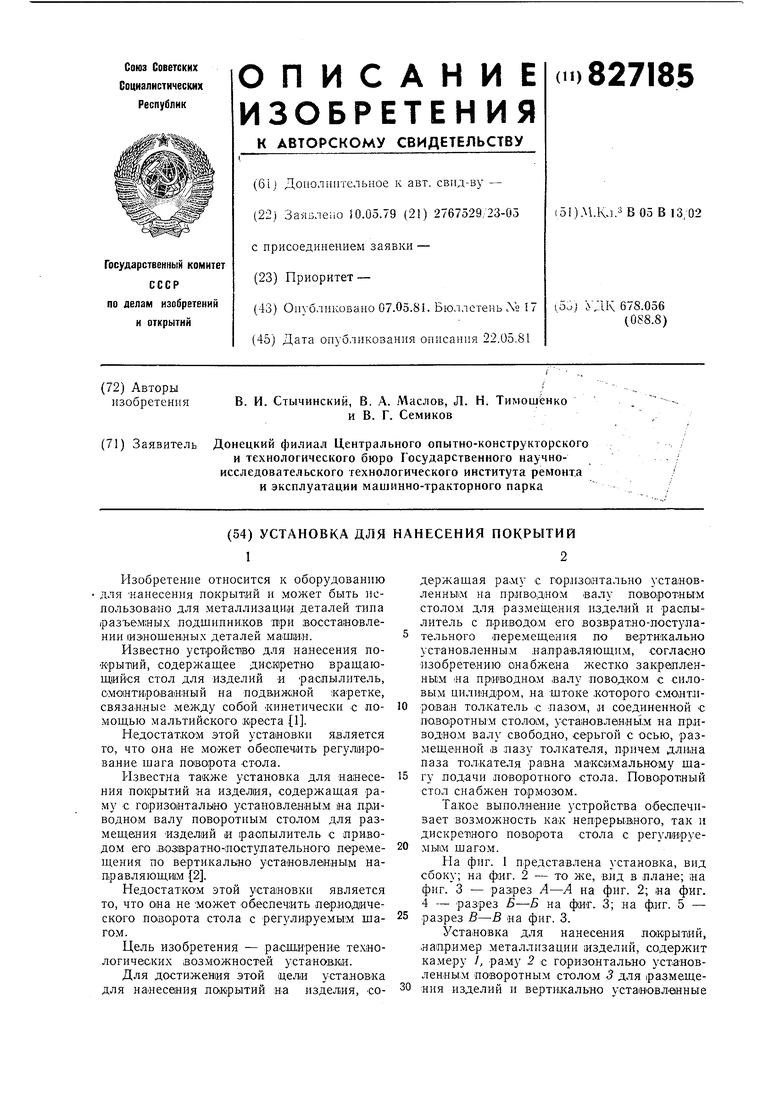

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для металлизации | 1979 |
|
SU817090A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| МАНИПУЛЯТОР ДЛЯ НАПЫЛЕНИЯ СФЕРИЧЕСКИХ ОБОЛОЧЕК ИЗ СТЕКЛОПЛАСТИКА | 1966 |
|
SU214791A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ПЕРЕСТАНОВКИ СВЕЖЕОТФОРМОВАННЫХ ИЗДЕЛИЙ | 1971 |
|
SU432062A1 |
| Установка для металлизации изделий | 1979 |
|
SU784936A1 |
| Станок для автоматического продораживания коллекторов электрических машин | 1980 |
|
SU955304A1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ТРУБ | 1994 |
|
RU2092250C1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
2S
Щуг.2.
/-/
ig
/j
3}уг
