Известные устройства для прерывистой точечной автоматической электросварки под флюсом с активизацией возбуждения зажигания дуги при помощи искрового активизатора имеют малую производительность и ненадежны в работе.
В описываемом устройстве автоматичность получения прерывистого сварочного шва достигается за счет использования ведущего колеса сварочного трактора в качестве контактного датчика электрических импульсов, управляющих прерыванием сварочного тока. Надежность возбуждения зажигания сварочной дуги в предлагаемом устройстве достигается путем наложения тока высокой частоты на сварочный ток.
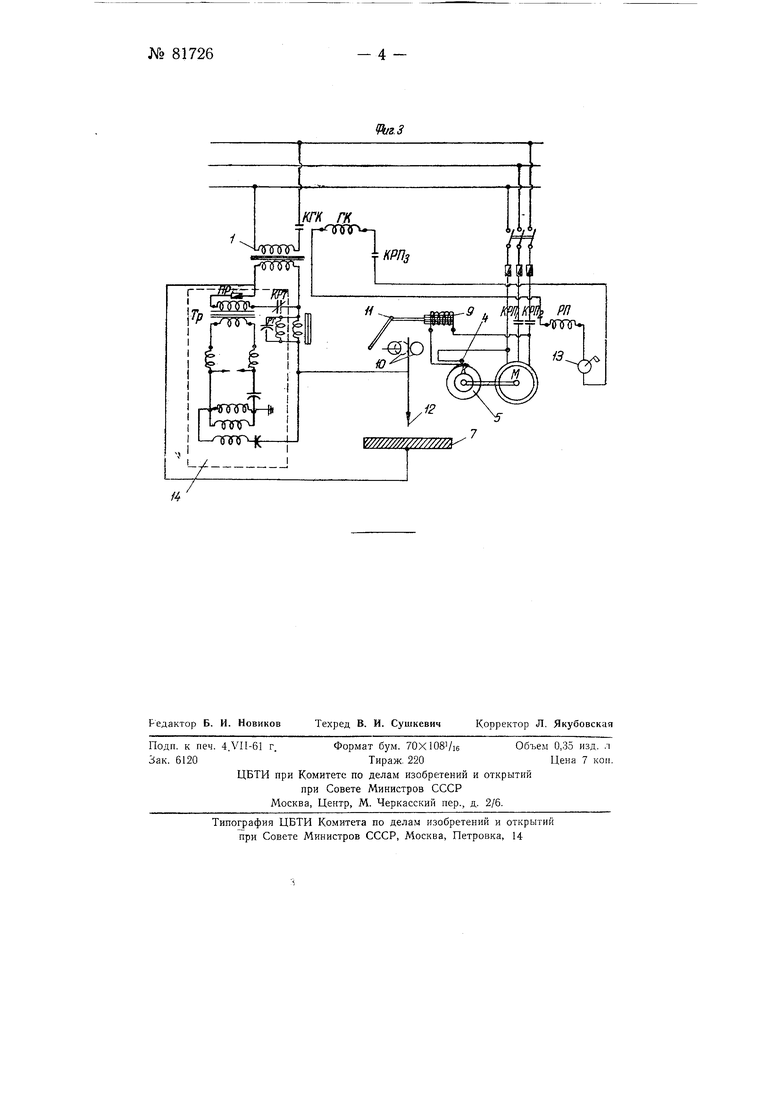
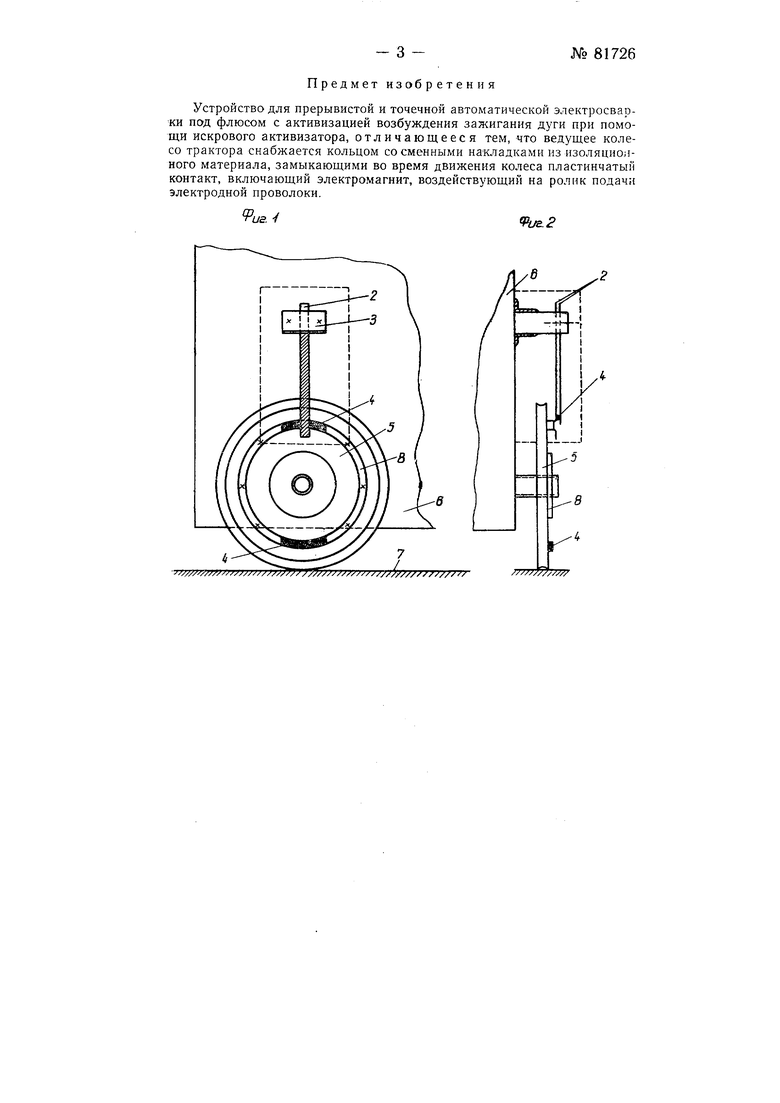
На фиг. 1 и 2 показан в двух проекциях автоматический прерыватель (контактный датчик) предлагаемого устройства; на фиг. 3- приведена принципиальная схема устройства.
Автоматичность прерывания шва сварки, а также соблюдение требуемой длины шва и интервала между швами достигаются при помощи одного из ведущих колес каретки сварочного трактора. На ведущем колесе
5(фиг. 1 и 2) с его лицевой стороны прикреплено кольцо 8, на котором накладываются эбонитовые накладки 4; замыкающие при вращении колеса 5 пластинчатый контакт 2, укрепленный держателем 3 на корпусе
6трактора. Пластинчатый контакт 2 включен в цепь электропитания малого электромагнита 9 (фиг. 3), установленного на корпусе трактора
вблизи роликов 10 подачи электродной проволоки. При включении питания электромагнит воздействует тягой // на пружину ролика подачи и отводит этот ролик в сторону, в результате чего прекращается подача электродной проволоки 12 к изделию 7. Под действием сварочного тока электродная проволока перегорает и двигается вместе с кареткой трактора дальше, не касаясь изделия 7, до момента возобновления ее подачи роликами к изделию. При обесточивании катушки электромагнита 9 пружина вновь вернет ролик 10 в исходное положение и начнется подача электродной проволоки к изделию. В зависимости от продолжительносги
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой электросварки | 1950 |
|
SU96495A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Сварочный аппарат для автоматической дуговой сварки | 1944 |
|
SU66063A1 |
| Устройство для контактного подвода тока к сварочной проволоке | 1973 |
|
SU502722A1 |
| Устройство для автоматической дуговой сварки | 1989 |
|
SU1715527A1 |
| Способ электродуговой сварки | 1974 |
|
SU510337A1 |
| Прибор, предотвращающий розыск "раза" на механических ткацких станках с кареткой открытого зева | 1960 |
|
SU132994A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
Редактор Б. И. Новиков
Техред В. И. Сушкевич
Подп. к печ. 4.VII-61 г.Формат бум. 70Xl08Vi6Объем 0,35 изд. л
Зак. 6120Тираж. 220Цена 7 коп.
ЦБТИ при Комитете по делам изобретений и открытий
при Совете Министров СССР Москва, Центр, М. Черкасский пер., д. 2/6.
Типография ЦБТИ Комитета по делам изобретений и открытий при Совете Министров СССР, Москва, Петровка, 14
Корректор Л. Якубовская
