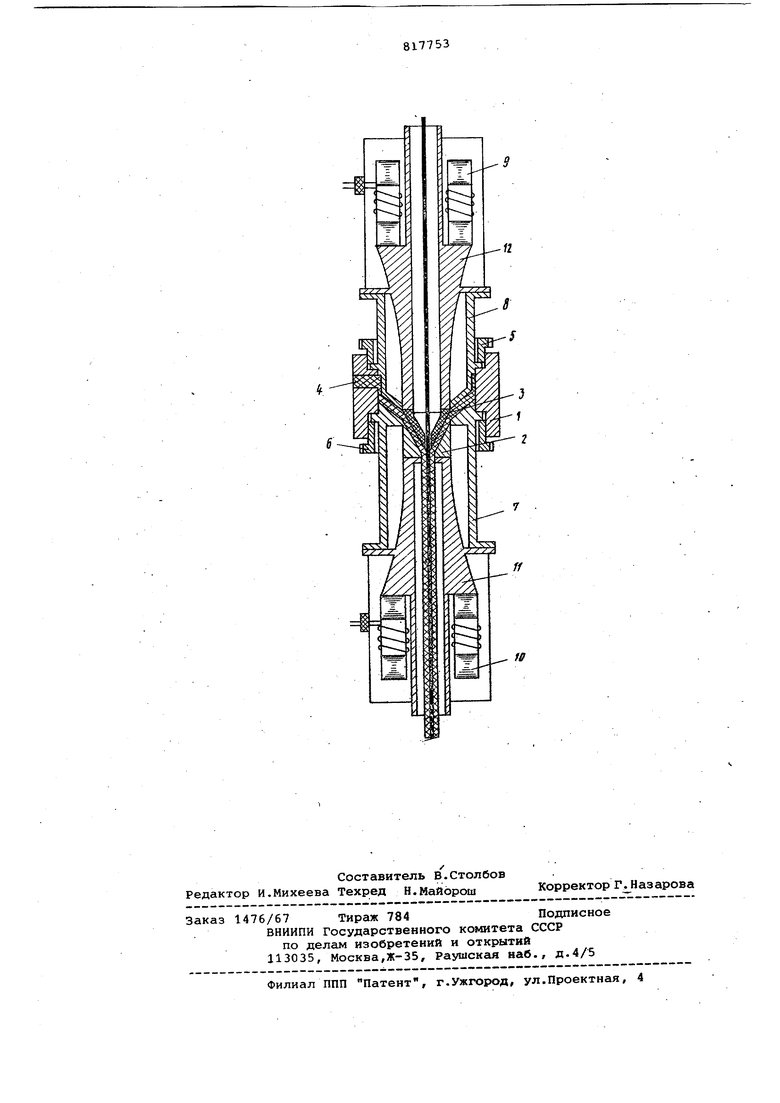
мы включают в себя магнитно-стрикционные.ультразвуковые прео разователи 9 и 10 и концентраторы 11 и 12 колебаний.
Токрпроводящая жила или заготовка поступает в рабочую зону, где осуществляется непрерывное наложение оболочки посредством продавливания материала оболочки через профилирующее отверстие матрицы 2 при непрерывной передаче синфазных осевых колебательных движений наружным поверхностям дорна 3 и матрицы 2 от магнитно-стрикционных преобразователей 9 и 10 через концентраторы 11 и 12 колебаний.
Взаимодействие колеблющихся синфазно на ультразвуковой частоте дорна 3 и матрицы 2 создает стабильное во времени и равномерное по периметру накладываемых оболочек давление материала в зоне между дорном 3 и матрицей 2, а также резко снижает сопротивление движению перерабатываемого через формующий инструмент материала.
Снижение сопротивления истечению перерабатываемого материала обеспечивают существенное увеличение линейной скорости наложения оболочек. Стабильность давления материала в зоне наложения оболочек во времени и равномерность распределения его по периметру оболочек снижает предельные отклонения наружного диаметра
оболочек от их номинального значения по длине изделия и обеспечивает улучшение их равностенности.
Формула изобретения
Головка экструдера для наложения полимерных оболочек на кабельные изделия, содержащий.корпус, матрицу, дорн с дорнодержателем, к которому прикреплена колебательная система, отличающаяся тем, что, с целью увеличения скорости наложения оболочек при стабилизации их диаметра по длине и улучшения равностен ности, она содержит магнитно-стрикционный преобразователь и концентратор прикрепленный к торцу матрицы, а колебательная система, прикрепленная к дорнодержателю, выполнена также в виде магнитно-стрикционного преобразователя и концентратора, при этом концентраторы упомянутых систем расположены соосно навстречу друг другу, а преобразователи соединены с синфазно включенными источниками.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 442646, кл. В 29 Н 3/06, 1975.
2. Авторское свидетельство СССР №143071, кл. В 29 Н 3/06, 1961.
12
fff
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1980 |
|
SU951411A1 |
| Экструзионная головка для нанесенияпОлиМЕРНОгО пОКРыТия | 1979 |
|
SU804496A1 |
| Головка экструдера для наложения полимерных оболочек | 1985 |
|
SU1356007A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Экструзионная головка | 1986 |
|
SU1410110A1 |
| Головка экструдера | 1981 |
|
SU1173451A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Головка экструдера | 1989 |
|
SU1647661A1 |
| Головка пресса для наложения алюминиевой оболочки на кабельный сердечник с бумажной,пропитанной массой,изоляцией | 1987 |
|
SU1436129A1 |