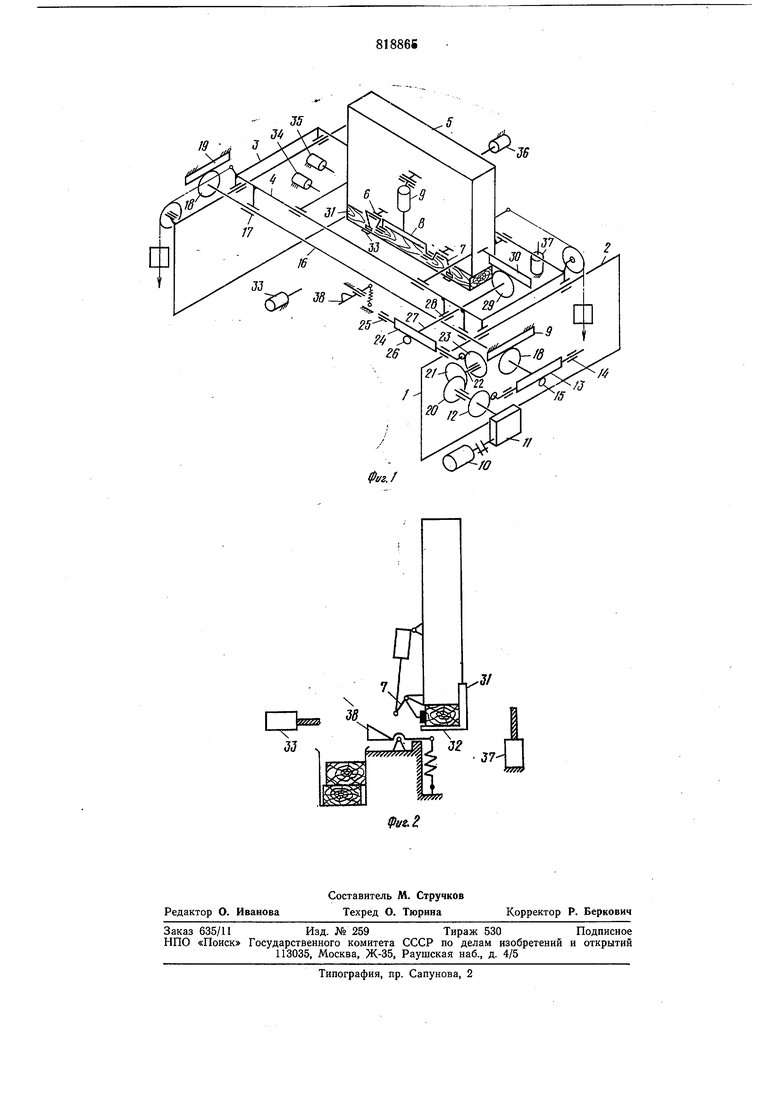
редуктора 11 и находящуюся в контакте с конической шестерней 21, закрепленной, в свою очередь, на валу 22. На этот же вал 22 жестко насажен кулачок 23, на который посредством ролика (на чертеже не обозначен) опирается зубчатая рейка 24, установленная в направляющих 25 каретки 3 и находящаяся в контакте с щестерней 26, жестко насаженной на вал 27, установленный в подщипниках 28 каретки 3. На том же валу 27 жестко сидит щестерня 29 больщего, чем щестерня 26, диаметра, находящаяся в зацеплении в зубчатой рейкой 30, которая жестко смонтирована на боковой стенке магазина 5.
На передней стенке магазина 5 закреплены неподвижные упоры 31, выполненные совместно с базирующими балками 32, на станине неподвижно закреплены инструментальные головки 33-37 в зависимости от требуемой обработки и подпружиненный упор 38.
Устройство работает следующим образом.
Магазин 5 заполняют брусковыми деталями, после чего включают двигатель 10. Кулачок 12 приходит во вращение, которое посредством зубчатой рейки 13 передается через щестерню 15 валу 16 и закрепленным на нем щестерням 18, которые, перекатываясь по поверхности зубчатых реек 19, перемещают каретку 3 вдоль направляющих 2 станины 1. Одновременно кулачок 23, связанный с редуктором 11, тоже приходит во вращение, которое посредством зубчатой рейки 24 передается через щестерню 26 валу 27 и закрепленной на нем щестерне 29, которая, вращаясь, перемещает рейку 30, а следовательно, и магазин 5, вдоль направляющих 4 каретки 3 в направлении, перпендикулярном направлению перемещения каретки.
В зависимости от вида обработки, а следовательно, программы, по которой выполняется профиль кулачков 12 и 23, деталь, лежащая на базирующих балках 32 магазина 5 и зафиксированная прижимами 7, подводится к инструментальным головкам 34-37, которые обрабатывают поверхности детали, после чего она подается к инструментальной головке 33. На подходе к последней деталь своей нижней пластью, утопив подпружиненный упор 38, проходит над ним, после чего он принимает прежнее положение. Затем после обработки магазин 5 возвращается на исходную позицию, на
подходе к которой пневмоцилиндр 9 по команде золотника (на схеме не показан), связанного с одним из кулачков, откидывает прижимы 7, а обработанная деталь, лежащая на балках 32, упором 38 сбрасывается в бункер. На ее место опускается новая деталь, и цикл повторяется.
Формула изобретения
Станок для обработки брусковых деталей, содержащий станину, каретку, несущую магазин для деталей, привод каретки и неподвижные инструментальные головки, отличающийся тем, что, с целью расщирения технологических возможностей станка, привод каретки смонтирован на каретке, а магазин установлен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном
направлению .движения каретки с помощью привода, кинематически связанного с приводом каретки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 642163, кл. В 27С 1/12, 03.08.77. 19 /О Фог./ //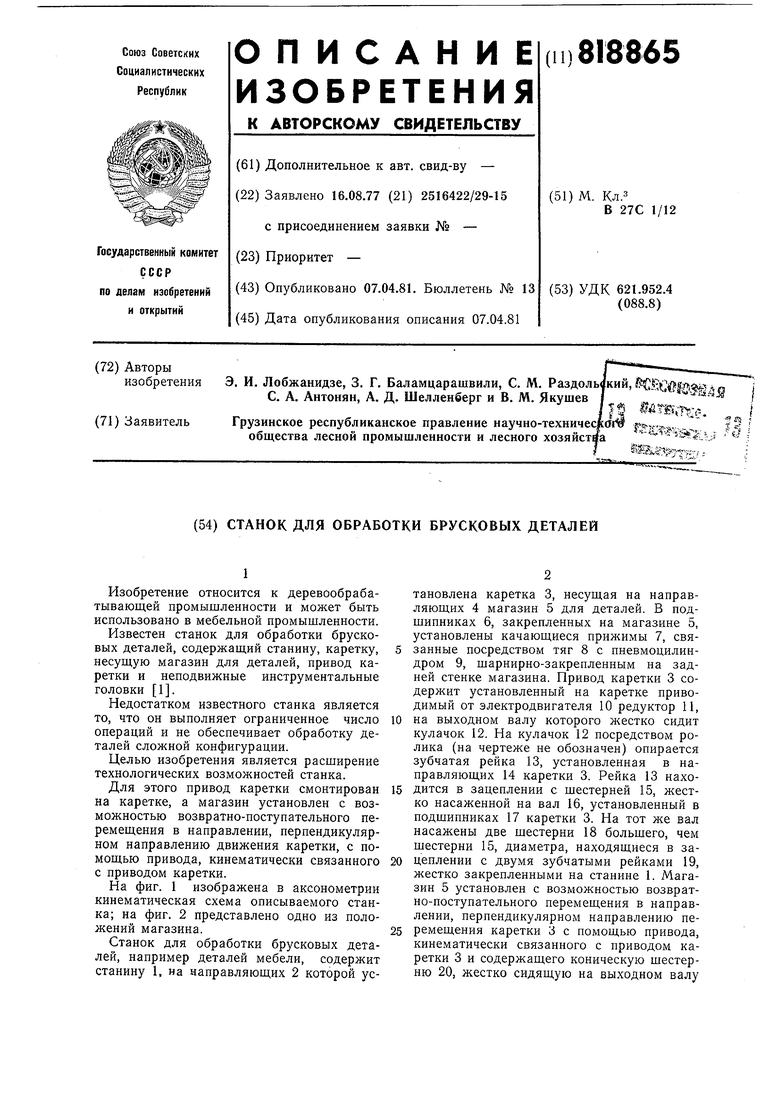
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для позиционнойОбРАбОТКи бРуСКОВыХ дЕТАлЕйМЕбЕли | 1978 |
|
SU810485A1 |
| Устройство для позиционной обработки брусковых деталей | 1980 |
|
SU912494A1 |
| Устройство для получения рельефных изображений | 1979 |
|
SU979175A1 |
| Устройство для обработки брусковых деталей мебели | 1978 |
|
SU729047A1 |
| Устройство для подачи брусковых деталей | 1977 |
|
SU642163A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Устройство для механической обработки деревянных деталей, например, с замкнутым контуром царги стула | 1961 |
|
SU141615A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| Автомат для сборки пряжек | 1973 |
|
SU484967A1 |
| Донносшивной станок | 1977 |
|
SU941181A1 |