(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФНЫХ
1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в мебельной промышленности для получения рельефных изображений на деталях мебели.
Известно устройство для получения рель- 5 ефных изображений, содержащее станину, приводимую во вращение коническую фрезу, механизм для обеспечения ее прецессии, а также средство для удержания заготовки и его привод 1.10
Известное устройство имеет ограниченные технологические возможности при получении рельефных изображений.
Целью изобретения является расширение технологических возможностей.
Для этого в устройстве для получения 15 рельефных изображений, содержащем станину, приводимую во вращение коническую фрезу, механизм для обеспечения ее прецессии, а также средство для удержания заготовки и его привод, механизм, обеспечи- 2о вающий прецессию фрезы, выполнен в виде щарнирного параллелограмма, коромысла которого установлены в шаровых опорах, причем вершина фрезы расположена на линии, соединяющей центры шаровых опор. ИЗОБРАЖЕНИЙ
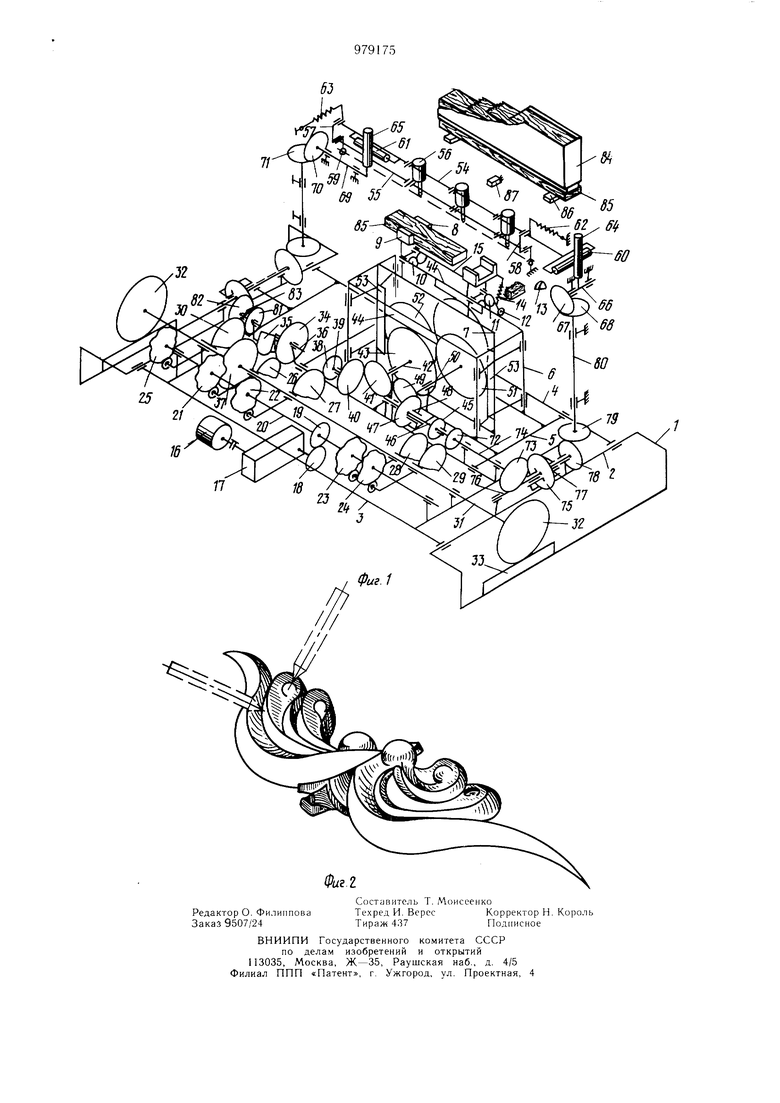
На фиг. 1 представлена схема описываемого устройства; на фиг. 2 - образец получаемого рельефного изображения.
Устройство содержит станину 1, на направляющих 2 которой установлена продольная каретка 3. На направляющих 4 продольной каретки расположена поперечная каретка 5, несущая вертикальные направляющие 6, на которых установлена вертикальная каретка 7. Она несет средство для извлечения и удержания заготовки, состоящей из пары неподвижных Г-образных базирующих упоров 8 и качаюп1ихся прижимов 9, снабженных зубчатыми секторами 10, находящимися в зацеплении с зубчатыми секторами 11, один из которых снабжен роликом 12, установленным, с возможностью взаимодействия с копиром 13, расположенным на станине. Секторы подпружинены пружинами 14 и связаны один с другим посредством вала 15.
На продольной каретке 3 установлен электродвигатель 16, приводящий редуктор 17, на выходном валу которого сидит шестерни 18, находящаяся в зацеплении с шестерней 19, насаженной на распределительный вал 20, установленный в подншпниковых
каретках 3. На том же валу 20 жестко сидят кулачки 21, 22, 23, 24 и 25, на которые посредством роликов опираются зубчатые секторы 26, 27, 28, 29 и 30 соответственно, сидящие в подшипииках на валу 31, установленном на каретке 3. На концы вала 31 насажены шестерни 32, находящиеся в зацеплении с зубчатыми рейками 33, закрепленными на станине 1.
Зубчатый сектор 26 находится в зацеплении с щестерней 34, насаженной на общий с зубчатым сектором 35 вал 36, установленный на каретке 3, а зубчатый сектор 35 зацеплен с шестерней 37, жестко сидящей на валу 31.
Зубчатый сектор 27 находится в зацеплении с щестерней 38, насаженной на вал 39, установленный на каретке 3 и несущий на противоположном конце коническую щестерню 40, находящуюся в зацеплении с конической щестерней 41 насаженной на вал 42, который установлен в подщипниках каретки 3. На валу 42 также жестко насажены две щестерни 43, зацепленные с зубчатыми рейками44, закрепленными на каретке 5.
Зубчатый сектор 28 зацеплен с щестерней 45, насаженной на вал 46, установленный на каретке 3. На валу 46 на направляющей шпонке сидит скользящая коническая шестерня 47 посредством вилки 48, закрепленной на каретке 5, удерживаемая в зацеплении с конической щестерней 49, насаженной на вал 50, установленный на каретке 5. На валу 50 сидит шестерня 51, находящаяся в зацеплении с другой щестерней 52, насаженной на вал, также установленный на каретке 5. Обе щестерни 51 и 52 зацеплены с зубчатыми рейками 53, закрепленными на вертикальной каретке 7.
Механизм для обеспечения прецессии фрезы выполнен в виде шарнирного параллелограмма, в шатунах 54 и 55 которого щарнирно установлена одна или несколько шпиндельных головок 56 с фрезами.
Концы коромысел57 и 58 установлены в шаровых опорах 59, причем вершина фрезы (или фрез) расположена на линии, соединяющей центры шаровых опор. (Эта линия на фиг. 1 показана пунктиром).
На торце шатуна 54 перпендикулярно к плоскости параллелограмма установлен ролик 60. А на боковой стороне щатуна 54 параллельно щатуну установлен ролик 61.
Параллелограмм посредством роликов 60 и 61 при помощи пружин 62 и 63 опирается на вертикальные ролики 64 и 65.
Ролик 64 установлен на продольном валу 66, установленном на станине. Вал 66 несет также коническую щестерню 67, находящуюся в зацеплении с конической щестерней 68.
Ролик 65 установлен на поперечном валу 69, на который насажена коническая
шестерня 70, зацепленная с конической щестерней 71.
(Поскольку приводы щестерен 68 и 71 абсолютно идентичны, дальнейщий перечень фигур графического изображения приводится на примере привода ролика 64).
Зубчатый сектор 29 находится в зацеплении с щестерней 72, сидящей на общем с конической щестерней 73 валу 74, установленном на каретке 3. Коническая щестерня 73 зацеплена со скользящей конической щестерней 75, сидящей на направляющей щпонке на валу 76, установленном на станине 1. Шестерня 75 удерживается в зацеплении с щестерней 73 посредством вилки 77, закрепленной на каретке 3. На конце вала 76 сидит коническая щестерня 78, зацепленная с конической щестерней 79, насаженной на вал 80, на противоположный конец которого насажена щестерня 68.
Зубчатый сектор 30 находится в зацеплении с щестерней 81, сидящей на обш,ем с конической щестерней 82 валу 83.
Дальнейщий привод ролика 65 абсолютно идентичен приводу ролика 64. На станине установлен магазин 84 с заготовками 85, лежащими на неподвижных подхватах 86 магазина. На станине же установлен и упор - сбрасыватель 87.
Устройство работает следующим образом.
Пускается электродвигатель 16, распределительный вал 20 приходит во вращение, кулачок 21, воздействуя на зубчатый сектор 26, а следовательно, и на находящуюся с ним в контакте щестерню 34, поворачивает вал 36 с закрепленным на нем жестко зубчатым сектором 35, зацепленным с щестерней 37, насаженной на вал 31. В результате этого вал 31 поворачивается, щестерни 32, зацепленные с зубчатыми рейками 33, приходят во вращение, и продольная каретка 3 перемещается вдоль направляющих 2. Кулачок 22, воздействуя через зубчатый сектор 27 на щестерню 38, поворачивает через коническую пару 40/41 вал 42, а следовательно, и щестерни 43, зацепленные с зубчатыми рейками 44, закрепленными на попереяной каретке 5. В результате каретка 5 перемещается вдоль направляющих 4 продольной каретки 3.
Кулачок 23, воздействуя через зубчатый сектор 28 на щестерню 45, поворачивает вал 46, конические щестерни 47 и 49 и вал 50. В результате щестерни 51 и 52, зацепленные с зубчатыми рейками 53, поворачиваются и вертикальная каретка 7 перемещается вдоль направляющих 6 поперечной каретки 5.
В результате перемещений кареток 3, 5 и 7 заготовка 85 подводится к фрезам, закрепленным в щпиндельных головках 56, и верщины фрез заглубляются в древесину.
Одновременно по команде кулачка 24 зубчатый сектор 29 через щестерни 72 и 73 поворачивает вал 76 и через
шестерни 78 и 79 - вал 80, установленный 3 подшипниках на станине.
В результате этого коническая шестерня 68, зацепленная с конической шестерней 67, поворачивает вал 66, на котором установлен вертикальный ролик 64.
Последний, воздействуя на ролик 60, отклоняет параллелограмм, сдвигает шатун 54 относительно шатуна 55. При этом коромысла 58 и 57 поворачиваются вокруг центров шаровых опор 59, а шпиндели отклоняются на некоторый угол, причем це.нтром качания является неподвижная точка, совпадаюшая с вершиной фрезы.
Одновременно с этим по команде кулачка 25 зубчатый сектор 30 через систему зубчатых колес поворачивает вал 69 с вертикальным роликом 65. Последний, воздействуя на горизонтальный ролик 61, установленный сбоку на шатуне 54, отклоняет параллелограмм, причем осью качания является прямая, соединяюшая центры шаровых опор.
Таким образом, пространственное качание фрез, закрепленных в шпиндельных головках, установленных в шарнирном параллелограмме относительно неподвижной точки, совпадаюшей с вершиной фрез, обеспечивается одновременным качанием параллелограмма в двух взаимно перпендикулярных направлениях вокруг центров шаровых опор 59.
При этом как угол наклона фрезы, так и коническая поверхность, описываемая осью фрезы, не являются постоянными, а изменяются в процессе обработки в зависимости от обрабатываемого элемента орнамента. Т. е. ось фрезы, проходяшая через неподвижную точку, совпадающую с ее вершиной, может принять любое положение в пространстве выше горизонтальной плоскости, проходяш.ей через вершины фрез.
После обработки каретки 3, 5 и 7 выводят деталь из рабочей зоны, при этом ролик 12 зубчатого сектора 11 надвигается на копир 13. Зубчатые секторы 11, связанные общим валом 15, начинают поворачиваться и поворачивать зубчатые секторы
10, жестко связанные с прижимом 9. В тот момент, когда прижим 9 полностью открывается, обработанная деталь подводится к упору - сбрасывателю 87 и сбрасывается последним с неподвижных Г-образных упоров в бункер (на чертеже не показан).
После этого каретка 7 подводится снизу
к магазину 84 и поднимается до тех пор,
Г1ока заготовка 85, лежашая на подхватах
86, не оказывается на горизонтальных базирующих плоскостях упоров 8.
Затем каретка 3, несущая каретки 5 и 7, перемещается и заготовка 85, в боковую грань которой упираются вертикальные базирующие плоскости упоров 8, выводится из магазина вдоль подхватов 86 и вводится в зону обработки. На место выведенной детали опускается новая, и цикл обработки повторяется.
Сочетание карательных движений фрезы с взаимно перпендикулярными в трех направлениях движениями заготовки дает возможность обработать орнамент практически любой спожности и с любым наклоном стенок его элементов.
Формула изобретения
25
Устройство для получения рельефных изображений, содержащее станину, приводимую во вращение коническую фрезу, механизм для обеспечения ее прецессии, а также средство для удержания заготовки и его привод, отличающееся тем, что, с целью расширения его технологических возможностей, механизм, обеспечивающий прецессию фрезы, выполнен в виде шарнирного параллелограмма, коромысла которого установлены в шаровых опорах, причем вершина фрезы расположена на линии, соединяющей центры шаровых опор.
Источники информации, принятые во внимание при экспертизе
1. Дружинский И. А. Методы обработки сложных поверхностей на металлорежущих станках. М.,-Л., «Машиностроение, 1965, с. 290, фиг. 1466.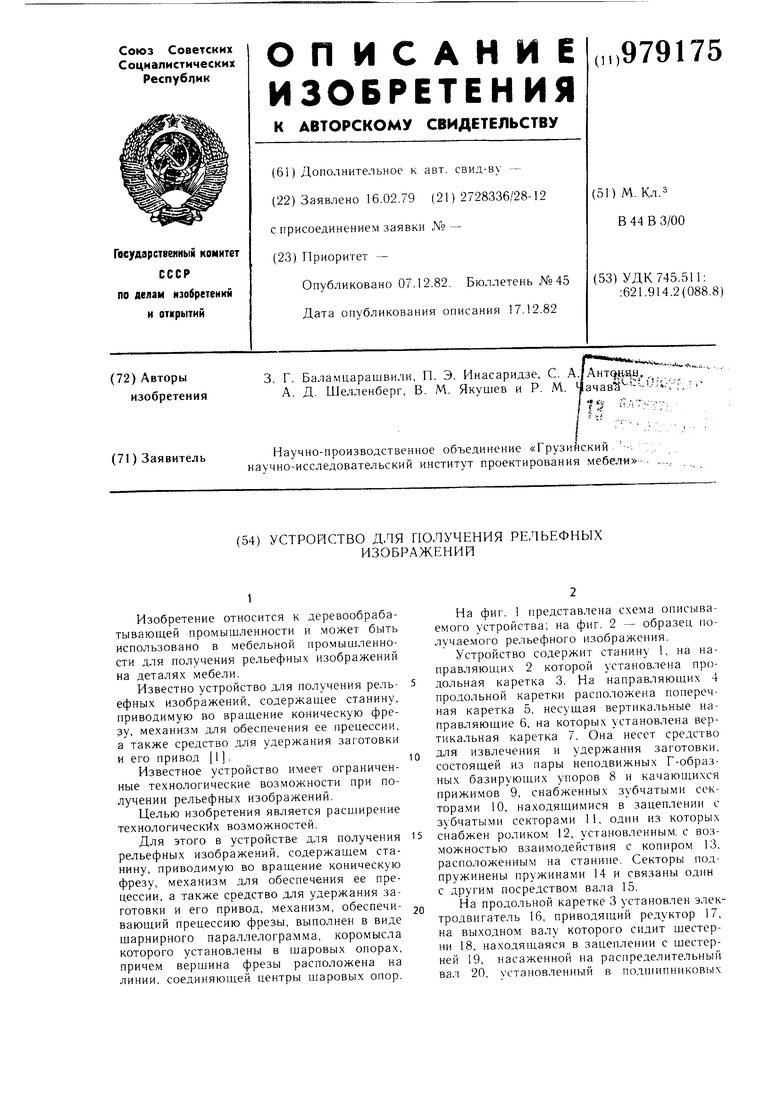
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для позиционнойОбРАбОТКи бРуСКОВыХ дЕТАлЕйМЕбЕли | 1978 |
|
SU810485A1 |
| Устройство для позиционной обработки брусковых деталей | 1980 |
|
SU912494A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Устройство для обработки брусковых деталей мебели | 1978 |
|
SU729047A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| РАСТОЧНАЯ ГОЛОВКА | 1971 |
|
SU309777A1 |
| Кротодренажная машина | 1938 |
|
SU57516A1 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования торцов деталей | 1987 |
|
SU1523310A1 |