(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОГО СЕРДЕЧНИКА ЖЕЛЕЗОБЕТОННОЙ НАПОРНОЙ ТРУБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
| Железобетонная труба с внутренним стеклокомпозитным сердечником для напорных и безнапорных трубопроводов, прокладываемых методом микротоннелирования | 2019 |
|
RU2703115C1 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| Водопропускная труба | 1980 |
|
SU894040A1 |
| Способ изготовления железобетонных напорных гидропрессованных труб | 1985 |
|
SU1293034A1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| Способ изготовления напорных железобетонных трубчатых изделий | 1991 |
|
SU1815228A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
1
Изобретение относится к производству железобетонных конструкций, а именно к способам изготовления тонкостенного металлического сердечника железобетонных напорных труб, изготавливаемых по трехступенчатой технологии.
Известен способ изготовления металлического сердечника железобетонной напорной трубы, заключающийся в том, что к тонкостенному спирально-шовному металлическому цилиндру с двух сторон привариваются раструбный и втулочный концевые элементы, которые изготавливаются из фасонного проката или полосы толщиной 6 мм 1.
Недостатками такого способа изготовления являются больщой расход металла, значительная трудоемкость при изготовлении концевых элементов и приварке их к тонкостенному спирально-щозному цилиндру.
Известен способ изготовления железобетонных труб, у которых металлический сердечник выполнен из сплощного металлического цилиндра, на концах которого непосредственно формуют концевые элементы 2.
Недостатком такого способа изготовления, несмотря на высокую технологичность, является больщой расход металла.
Цель изобретения - снижение металлоемкости и повыщение технологичности изготовления тонкостенного металлического сердечника.
Для этого в способе изготовления тонкостенного сердечника железобетонной напорной трубы, заключающемся в формовке концевых элементов непосредственно на концах трубы, формовку концевых элементов осуществляют путем установки обечайки .на конец трубы, причем диаметр обечайки выбирают больще диаметра трубы, а щирину - больщей или равной концевому элементу, затем производят одновременное эспандирование конца трубы и обечайки, причем труба эспандируется до предела текучести, а обечайка -- в пределах упругости.
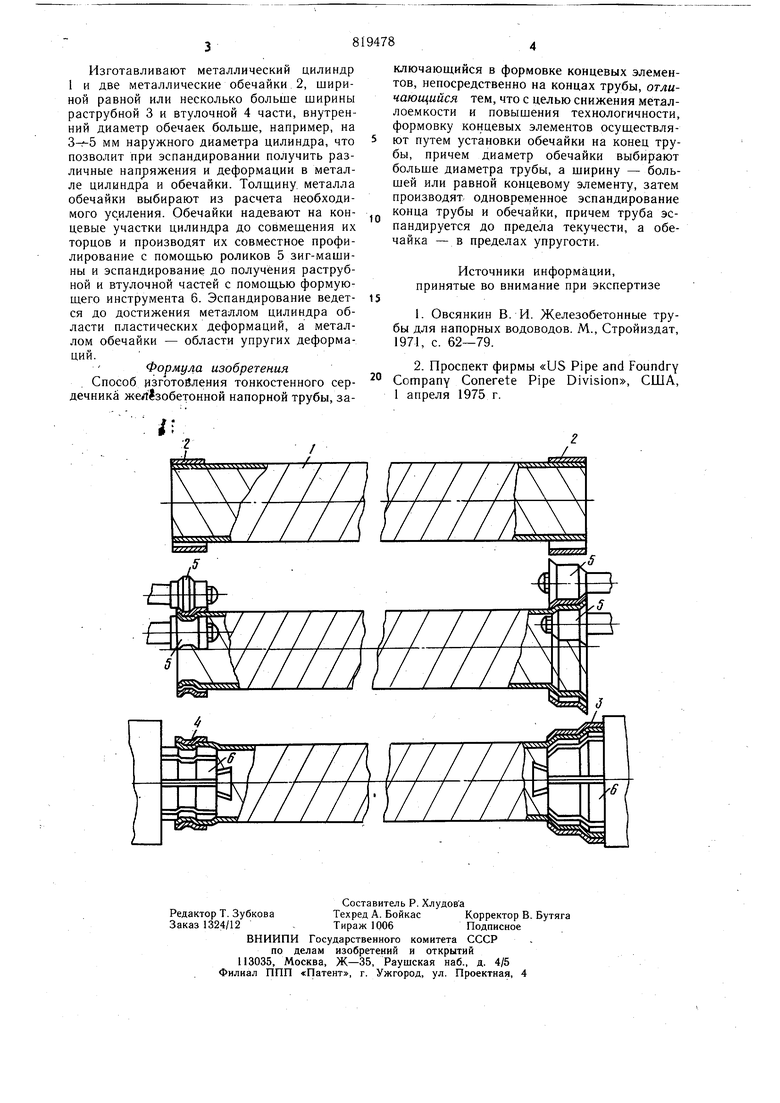
На чертеже показана последовательность операций предлагаемого способа изготовления тонкостенного металлического сердечника с усиленной раструбной и втулочной частью.
