ностью их фиксации посредством стопорных винтов 7, на внешней поверхности которых закреплены катки 4. Штанги 8 шарнирно соединены с втулками 6, расположенными на соответству1(вдих кернах электромагнита 1. Для установки определенной величины зазора на торце оси 5 имеется шкала 9, а на торце втулки б вертикальная метка 10. На поверхности изделия 11 со сварным швом 12 для выравнивания площади сечения магнитного контура может быть установлена пластина 13. Работает устройство следующим образом. На поверхность сварного шва 12 укладывается магнитная лента 14. Устанавливают П-образный электромагнит так, что стык накладных полюсов 2 и.З находится по оси симметрии шва 12. Чтобы установить оптимальную величину зазора между накладны.. ми полюсами и изделием 11, при которой поле рассеяния над швом будет минимальным, поворачивают втулки 6 на угол, соответствующий зазору 2 2с где ВУ- толщина сменного накладного полюса со СКОСОМ} с - высота усиления шва 1J - натуральное число. Если использована пластина 13, тр зазор должен быть увеличен на 0,055 где толщина пластины без скосов Фиксируют положение втулки 6 вин lOM 7 и включают намагничивающую ка тушку (на чертеже не показана) элек ромагнита 1 и намагничивают ленту 1 до насыщения. За счет установки опт мальной величины зазора Д поле рассеяния над стыком 12 будет минимал ым и не запишется на магнитную лену как дефект. формула изобретения 1. Намагничивающее устройство для агнитографической дефектоскопии по вт.св. 412542, отличаюееся тем, что, с целью обеспеения оптимального режима намагничиания сварного шва, П-образный электромагнит установлен с возможностью изменения в процессе контроля зазора между накладными полюсами и поверхностью изделия, который определяется из соотношения: . где 8 - толщина сменного накладного полюса с - высота усиления шва; б - натуральное число. 2. Намагничивающее устройство по П.1, отличающееся тем, что оно снабжено четырьмя втулками с эксцентричными внутренними отверстиями и двумя штангами, втулки установлены с возможностью фиксации на осях п-образного электромагнита, на . их внешних поверхностях закреплены катки, а каждая штанга шарнирно соединена с втулками, расположенными на соответствующем электромагните. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 412542, кл. q 01 N 27/82, 1971 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1647374A1 |
| Способ магнитографического контроля сварных соединений | 1984 |
|
SU1196746A1 |
| Способ намагничивания при контроле односторонних сварных соединений | 1989 |
|
SU1629832A2 |
| Способ магнитографического контроля | 1988 |
|
SU1672345A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля сварных соединений | 1991 |
|
SU1772716A1 |
| МАГНИТОСКОП | 1999 |
|
RU2186382C2 |
| Способ магнитного контроля стыковых сварных соединений | 1990 |
|
SU1786417A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
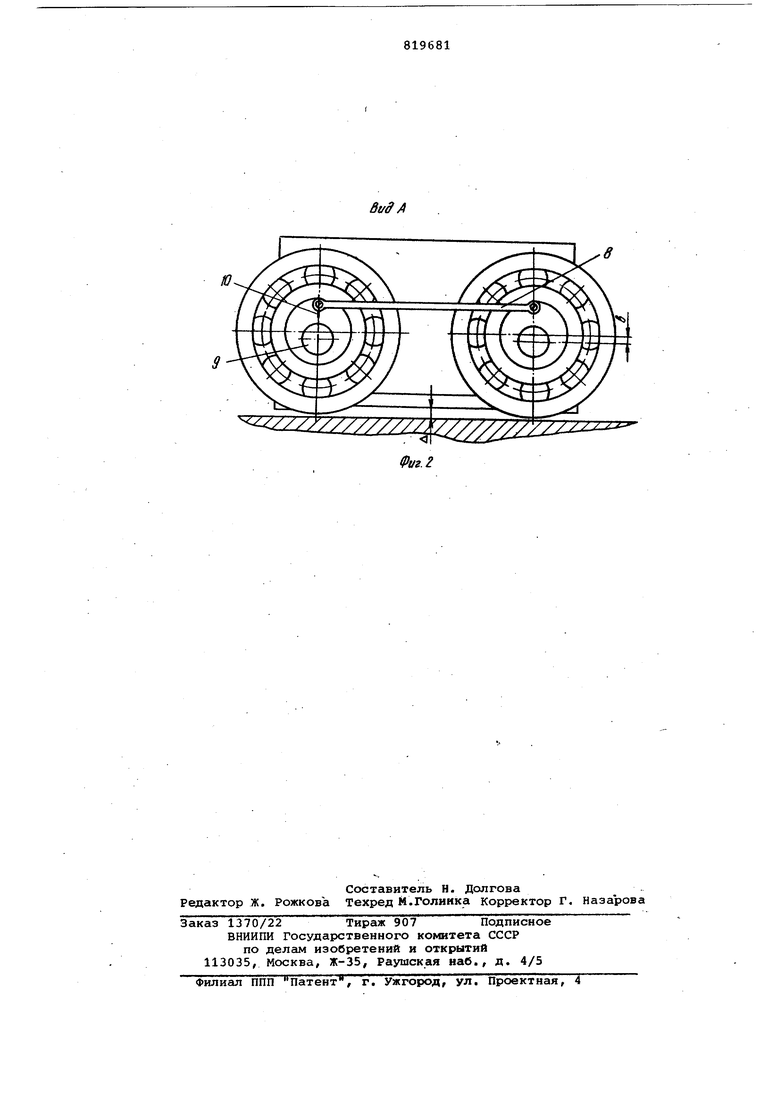
ff 7 / / X / X / / /
в
Фиг. 2
