Изобретение касается устройства для автоматической сварки криволинейных швов на плоскости и сфере при применении стандартных авто1:ларических головок.
Известные устройства подобного рода не обеспечивают автоматической сварки сложных кривоотинейных швов, ввиду того, что при увеличении криволинейности проф;иля из-за увеличения инерции автомата понижается скорость и качество сварки и увеличивается износ деталей автомата.
В предлагаемом устройстве этот недостаток устраняется, чем обе:печ ивается перемещение сварочной головки по шву с требуемой скоростью. Зто зосткгается применег.иел копнрного ролика со штангой н jiesuGM для нанесения на врапияю-цийся цгглиндричеслий барабан, покрытый глосм легкоплавкого метглла. бороздок соответствуюших пути ролика, а также ведущего устройства, сбеспечиваюихего поступательное перемешение тележки и поперечное перемещение Н1танга, связанней с автоматической головкой.
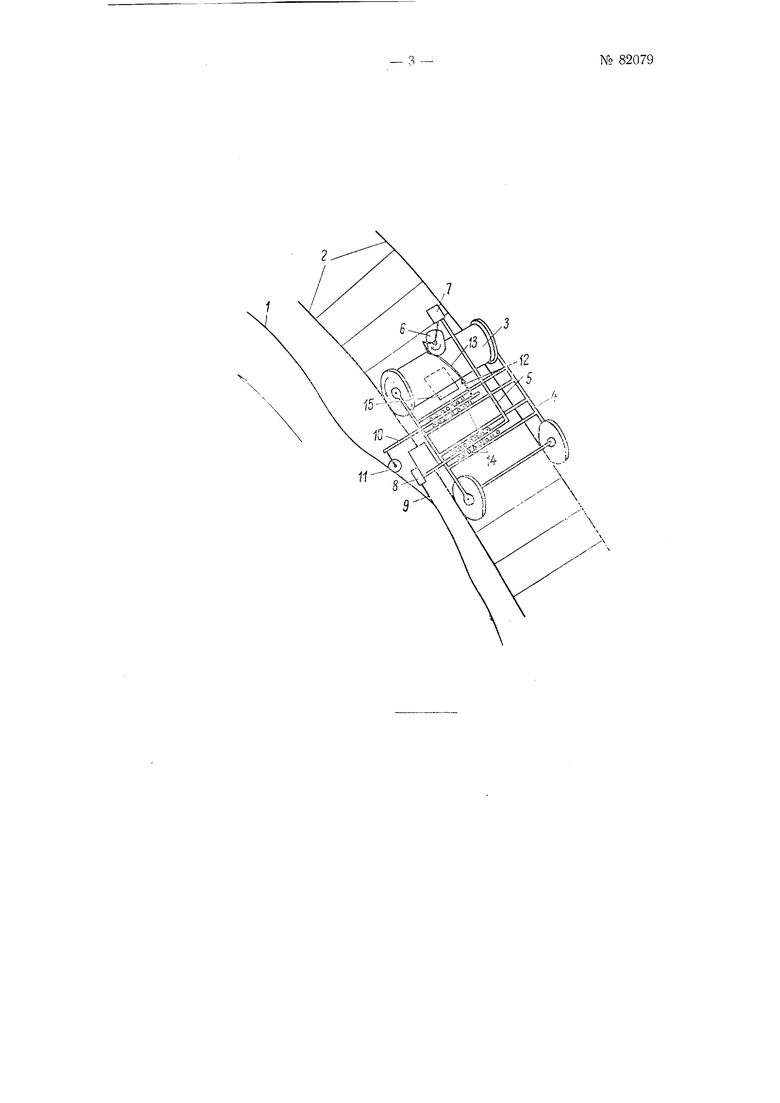
Ия чертеже при-.ведена принципиальная схема предлагаемого уст ойства.
Перед электродом 9 по движения сварки установлен копировальный ролик /7. вилка которого может свободно перемещаться в подвижной niTBrre 10.
Штанга 10 снабжена шариковыми направляющими, обеспечиваюП1ИУ И пеопеляикуляглое ее пепемешенче относительно оси движения гварС НоГ гслоБки п. На другом конце штанги 10 жестко укреплен реseit 12. конеп которого касается коп; ро1ального барабана 3. Резец 2 снабжен проволочным электронагревателем, создающим на резце температуру 20-150С, которую можно регулировать с центрального пульта управления в нгироких поеде-гах (такую регулировку необходимо производить пси разных скоростях сварки).
№ 82079
Копировальный барабан 3 снаружи покрывается легколлавким сплавом, толщина слоя которого составляет 2-3 мм- На этом с/юе резец 12 при движении тележки 4 автомата наносит бороздку J3, точно соответствующую профИо-гю шва 1, т. е. пути ролика //. В бороздку /- на некоторам р асэшяния от резца 12 равном расстоянию .между электродОМ 9 и копировальны.т роликом //, зстанавливается ведуц ий рол:ик 6 каретши 5 автоматической головки 8. Ролик 5 вмонтирован в вилку, которая может враидаться вокруг своей оси в подшипнике, же:тко укрепленном в корпусе каретки 5. Каретка илгеет Ш1ариковые направляющие 4, обеспечивающие возможность перпендику.Шрного перемещения автоматической голсзки 8 по отнои.;ению к -оси движения свг;1)оч1-юго апрегата, аналогичного перемещению коиирСВальной штанги /6. Вращательное движение ролик 6 получает от кор1обкнскоросте1 7. Д.я облегчения поворота ведз-лцего ролика 6 по кр1ивизне контура в обе стороны, впереди него на рассто,ян:ии 10-15 мм устанавливаются направляющие пальцы.
Устройство действует с.чедующил (i6 ja3OM. IIpj-; вращении ведущего ролика 6, последний начнет ироходить путь, о;т;зеде,-гяемый бороздкой 13 на копиральном барабане 3, приводя по:-ледний во враи1ение. При зтом тележка приобретает поступательное движение с требуемой скоростью, а штанга iO, связанная с авто:ма(1г-1еской головк ой начнет перемещаться в поперечном направлении вправо или в.-ево.
Перемещеиие сварочной голойки при сварке по шву пронсходнт со скоростью, определяемой уравненнем:
: .. V, где;
V . -скорость перемещения тс. ехски вдоль )ти;
v., -скорость перемещения каретки автоматической вправо или влево.
Отработанная копировальная борозда после прохождения ведущего ролика 6 заливается при помош,и спеи,иа. заливочного аппарата 15. Ход автоматической головки зависит от длины копировального 6apiai6aHa 3. Д.я,я увеличения диапазона действия автомата, можно путевой дорожке 2 придавать кривизну, приблизительно соответствующую профилю шва / с п.лавиыми переходами изгибов рядиусом не менее трех метров. При сферическом излибе и пои больщих углах подъемов и спусков более 25 на скатах тележки требуется устамовить небольшой электродвигатель, который при 1олъе гах помогает дв гжению тележки. а при спуске тормозит.
П р е д :.f е т я з о б р е т е и и ,ч
Устройство для автоматической сварки криволинейных ншов иа плоскости и сфере при применении стандартных автоматических головок, о т л и ч.-а ю щ ее ся тем, что, с пелью сварки сложных коиволинейных швов на плоскости и сфере, к устоойстве применен копирова.чьный ролик со штангой и резцом для нанесения бороздок соответственно пути ролика 1на вращающийся нилиндричес :ий барабан, покрьггый слоем ле коплавкого сплава, атакже ведущее устройство, состояп1,ее из приводного ведущего ролика, штаигя, подвижно связанной с каоеткой автолтата и жестко связанной с головкой, действуюнгее таким образом, что при вращении ведущего ролика и 1{ачени -; его по боэоздке пилинлрически. барабан приводится во врандение и тележка приобретает поступате/н,ное движение, а штанга, связанная с роликом, приобретает поперечное движение вправо или влево
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| Установка для автоматической сварки | 1988 |
|
SU1590299A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| АВТОМАТ ПОДВЕСНОГО ТИПА ДЛЯ ДУГОВОЙ СВАРКИ | 1972 |
|
SU326026A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU880677A2 |