Изобретение относится к сварке и может быть использовано в машиностроении.
Целью изобретения является упрощение схемы управления перемещением сварочной горелки по шву, расположенному под углом к балке.
На фиг.1 изображена установка, общий
вид; на фиг.2 - колонна в положении сварки
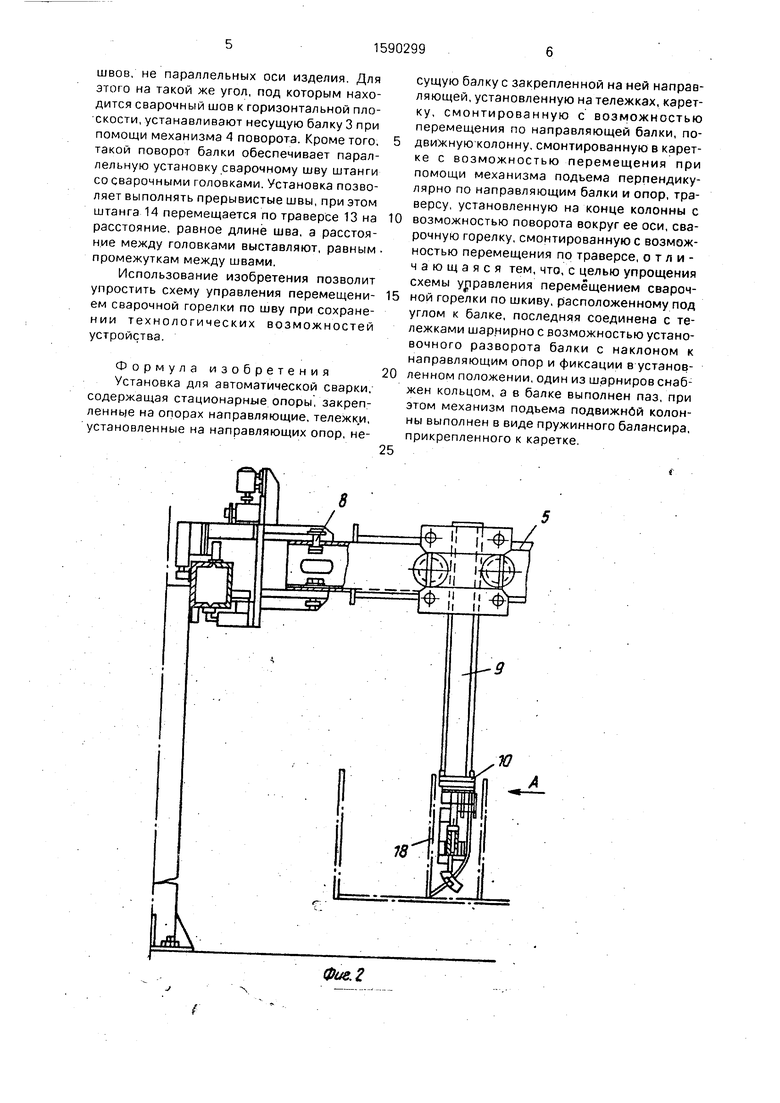
поперечного шва: на фиг.З - вид А на фиг.2.Установка для автоматической сварки состоит из четного числа опор 1, установленных стационарно, на опорах 1 установлены направляющие 2 для перемещения несущей балки 3. Балка 3 оснащена механизмом 4 поворота, горизонтальными направляющими 5 для установки кареток 6 в определенном фиксированном положении. На. противоположных концах балки 3 установлены тележки 7 продольного перемещения, которые шарнирно связаны с балкой 3. При этом одна из тележек связана с балкой с возможностью перемещения в поперечном направлении и фиксации с помощью пальца 8, расположенного в пазу несущей балки 3. В направляющих каретки 6 уста- новлена колонна 9 с возможностью вертикального перемещения.
На колонне 9 установлен поворотный диск 10, который гибкой тягой связан с пружинным балансиром 11, установленным на каретке 6 и жестко соединен посредством кронштейна 12 с траверсой 13. В направляющих траверсы 13 с возможностью горизонтального перемещения со сварочной скоростью установлена штанга 14, несущая сварочные головки 15. Расстояние между штангами и сварочными головками регулируется в зависимости от технологических задач. На поворотном диске 10 закреплены механизм 16 подачи сварочной проволоки и кассета 17 со сварочной проволокой.
Сварочная установка работает следующим образом.
Несущую балку 3 подводят к свариваемому узлу, при этом тележки 7 перемещают- 5 ся по направляющим опор. Закрепляют каретки 6 с колоннами 9 на балке 3 на определенном расстоянии друг от друга, а затем устанавливают траверсу 13 со штангой 14, несущей сварочные головки 15. параллель- 10 но сварочному шву.
Регул.ировка сварочных головок по высоте производится вручную при помощи пружинного балансира И. Путем перемещения кареток 6 и пе 0еустановки сварочных
15 головок 15 можно решать различные технологические задачи. Например, для сварки непрерывного прямолинейного шва расстояние между головками 15 должно быть одинаковым. В этом случае штанги 14.
0 передвигаясь по траверсам 13, сваривают непрерывный шов, равный четырехкратному расстоянию между двумя головками. Поворот траверсы при сварке поперечных швов осуществляют путем поворота диска
5 10 на 90°. Перемещение каретки 6 с колонной по балке 3 при подаче сварочных головок в зону сварки может осуществляться как в автоматическом режиме, так и вручную. Благодаря, размещению на поворотном ди0 ске 10 механизма 16 подачи сварочной проволоки и кассеты 17 с проволокой имеется возможность заведения сварочных головок, установленных на штанге 14, между ребрами изделия 18. расстояние между которыми
5 300 мм и более, а также выполнять сварку ребра одновременно с двух сторон, что кроме повышения производительности позволяет избежать сварочных деформаций, т.е. повышает качество изготовления изделия
0 Кроме того, предлагаемая установка позво производить сварку протяженных
швов, не параллельных оси изделия. Для этого на такой же угол, под которым находится сварочный шов к горизонтальной плоскости, устанавливают несущую балку 3 при помощи механизма 4 поворота. Кроме того, такой поворот балки обеспечивает параллельную установку сварочному шву штанги со сварочными головками. Установка позволяет выполнять прерывистые швы, при этом штанга 14 перемещается по траверсе 13 на расстояние, равное длине шва, а расстояние между головками выставляют, равным . промежуткам между швами.
Использование изобретения позволит упростить схему управления перемещением сварочной горелки по шву при сохранении технологических возможностей устройства.
Формула изобретения Установка для автоматической сварки содержащая стационарные опоры , закрепленные на опорах направляющие, тележки установленные на направляющих опор не
10
15
20
5
сущую балку с закрепленной на ней направляющей, установленную на тележках, каретку, смонтированную с возможностью перемещения по направляющей балки, подвижную колонну, смонтированную в каретке с возможностью перемещения при помощи механизма подъема перпендикулярно по направляющим балки и опор, траверсу, установленную на конце колонны с возможностью поворота вокруг ее оси, сварочную горелку, смонтированную с возможностью перемещения по траверсе, отличающаяся тем, что, с целью упрощения схемы управления перемещением сварочной горелки по шкиву, расположенному под углом к балке, последняя соединена с тележками шарнирно с возможностью установочного разворота балки с наклоном к направляющим опор и фиксации в установленном положении,один из шарниров снабжен кольцом, а в балке выполнен паз, при этом механизм подъема подвижней колонны выполнен в виде пружинного балансира, прикрепленного к каретке.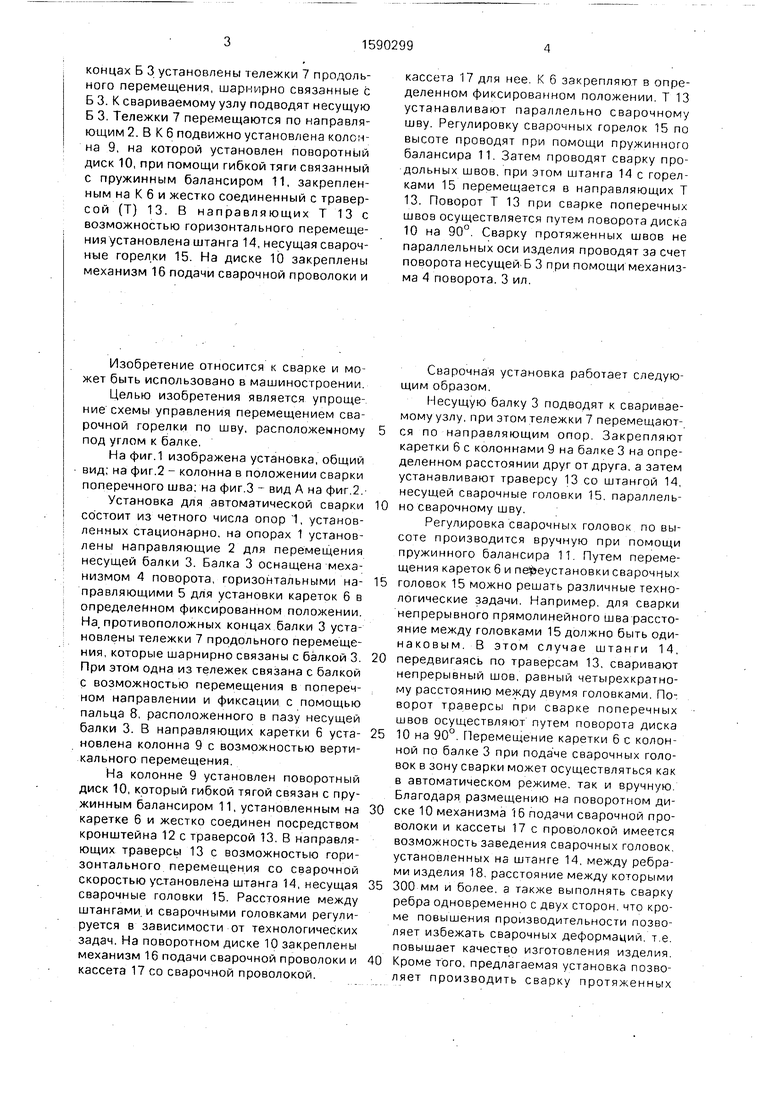
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Установка для автоматической сварки | 1989 |
|
SU1676779A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
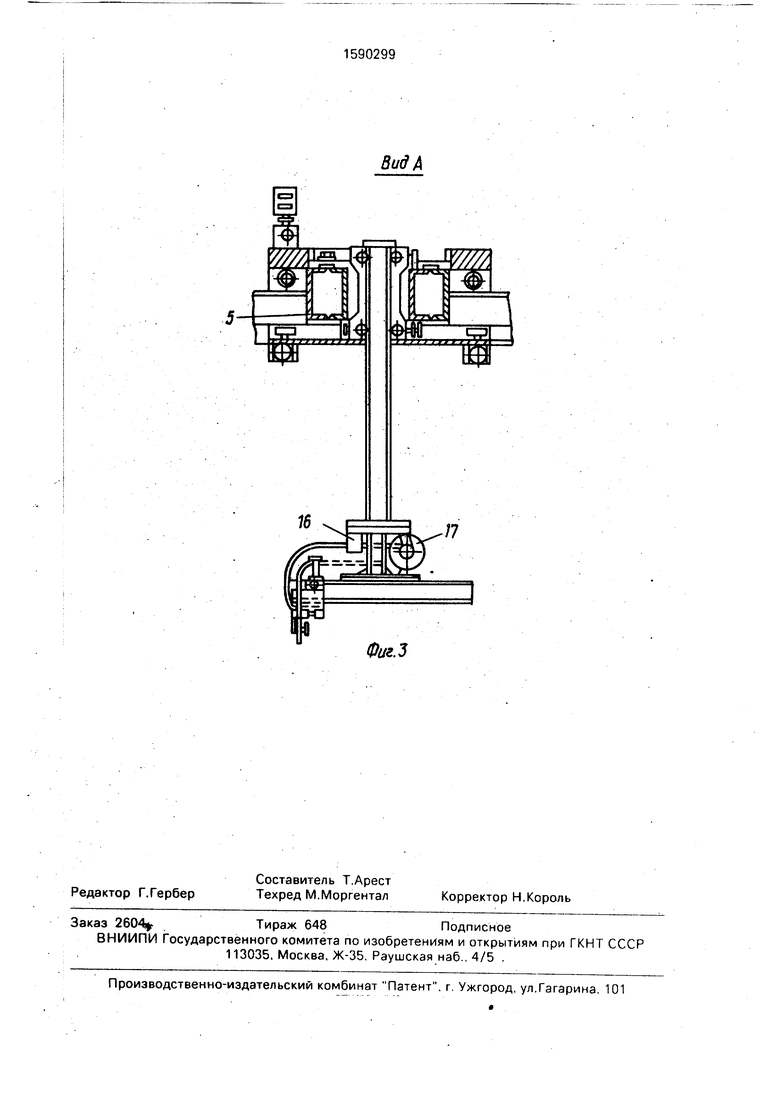
Изобретение относится к сварке и может быть использовано в машиностроении. Цель изобретения - упрощение схемы управления перемещением сварочной горелки по шву. Установка содержит стационарные опоры 1, оборудованные направляющими 2 для перемещения несущей балки (Б) 3, оснащенной механизмом 4 поворота и горизонтальной направляющей для установки кареток (К) 6. На противоположных концах Б 3 установлены тележки 7 продольного перемещения, шарнирно связанные с Б 3. К свариваемому узлу подводят несущую Б 3. Тележки 7 перемещаются по направляющим 2. В К 6 подвижно установлена колонна 9, на которой установлен поворотный диск 10, при помощи гибкой тяги связанный с пружинным балансиром 11, закрепленным на К 6 и жестко соединенный с траверсой (Т) 13. В направляющих Т 13 с возможностью горизонтального перемещения установлена штанга 14, несущая сварочные горелки 15. На диске 10 закреплены механизм 16 подачи сварочной проволоки и кассета 17 для нее. К 6 закрепляют в определенном фиксированном положении. Т 13 устанавливают параллельно сварочному шву. Регулировку сварочных горелок 15 по высоте проводят при помощи пружинного балансира 11. Затем проводят сварку продольных швов, при этом штанга 14 с горелками 15 перемещается в направляющих Т 13. Поворот Т 13 при сварке поперечных швов осуществляется путем поворота диска 10 на 90°. Сварку протяженных швов не параллельных оси изделия проводят за счет поворота несущей Б 3 при помощи механизма 4 поворота. 3 ил.
Фие.2
- .
f
Вид А
Фи.Ъ
| Тюрин В.Ф | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
