(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОЙ АРМАТУРЫ ШБРООПОР
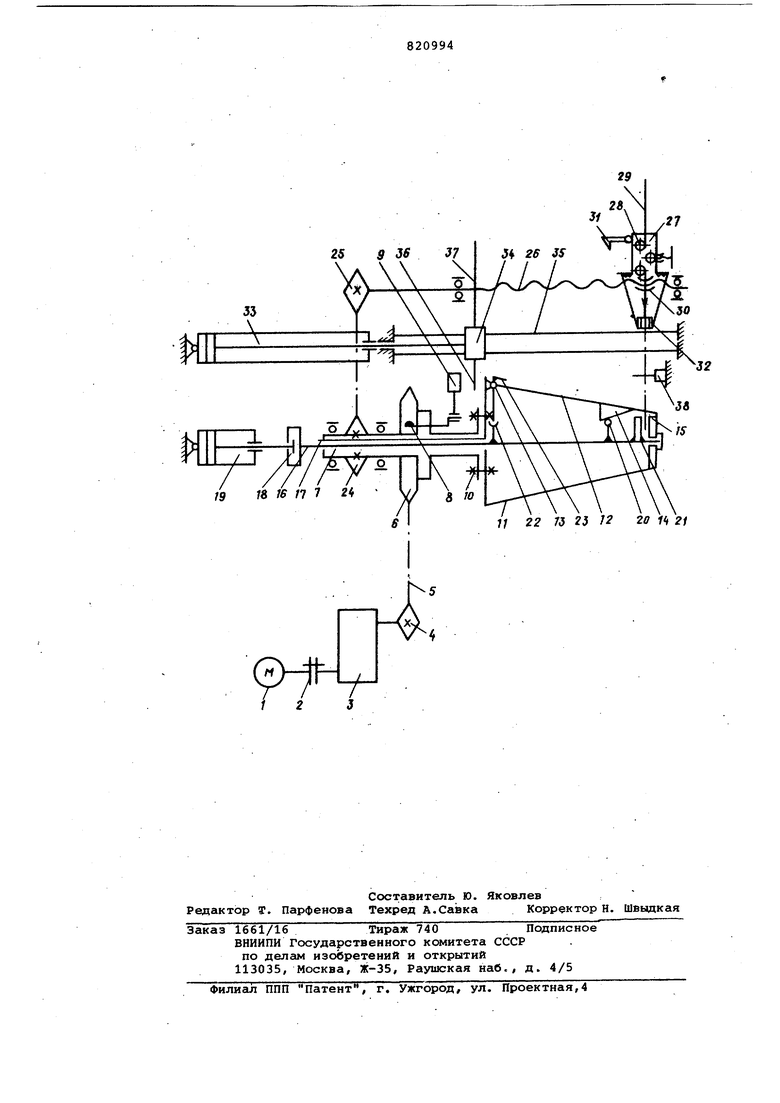
арнире 13 и имеющую скос 14. На еподвижную грань закреплен нож 15 еханизма резки. Внутри полого вала находится вал-толкатель 16, связанный с валом 7 направляющей шпонкой 7, и соединенный с помощью упорного одшипника 18 с пневмоцйлиндрса. 19. На другом конце вала-толкателя 16 закреплен отклоняющий ролик 20 и ругой нож 21 для резки проволоки, а также шарнир 22 и зажим 23. От вала 7 через звездочки 24 и 25 враение передается на ходовой винт 26, по которому передвигается каретка 27 с правильными роликами 28, через которые проходит проволока 29. Каретка 27 установлена на ходовом винте 26 посредством разъемной гайки 30. На каретке закреплены зацеп 31 и втулка 32, через которую проходит проволока. Для сброса готовой спирали и подачи каретки 27 в исходное положение служит пневмотический цилиндр 33, на котором за реплен ползун 34, передвигающийся по направляющим 35. На ползуне 34 установлен сбрасыватель готового изделия 36 и рычаг 37, служащий для разъединения разъемной гайки 30 и с помощью зацепа 31 подающей каретку в исходное положение. Для включения магнита 9 служит конечный выключатель 38.
Станок работает следующим образом. Каретка 27 с заправленной через правильные ролики 28 проволокой 29 находится в крайнем левом положении. Поршень пневмоцилиндра 19 находится в крайнем правом положении и зажий 23 приподнят. Проволока закладывается под зажим 23, включается пневмоцилиндр 19 и его поршень перемещается в крайнее левое положение. Зажим 23 прижимает Проволоку 29. Включается электродвигатель 1, и через муфту 2, редуктор 3 и цепную передачу 5 вращение передается на звездочку 6 и через поворотную шпонку 8 на полый вал 7. От него вреицение передается на барабан 11 и через звездочки 24 и 25 на ходовой винт 26. Каретка 27 передвигается по винту и с заданным шагом подает проволоку на вращакнцийся навивочный барабан 11. Происходит намотка арматурной проволоки. В конце хода намотки проволока проваливается в зазор между ножами: 15 и 21 и нажимает на рычаг конечного выключателя 38, подает сигнал на магнит 9. Магнит 9 выводит из зацепления поворотную шпонку 8. и барабан 11 останавливается в строго фиксированием положении. Одновременно сигнал подается на пневмоцилиндр 19. Его поршень передвигается в крайнее правое положение, при этом происходит отрезание проволоки ножами 15 и 21. Кроме того, зажим 23 приподнимается, освобождая зажатый конец изделия, а ролик 20, передвигаясь по скосу 14, дает возможность грани 12 с опуститься вниз и освободить спираль. После этого, через реле времени включается.пневмоцилиндр 33, который подает по направляющей 35 ползун 34. При этом, сбрасыватель 36 сбрасывает в контейнер готовое изделие, а рычаг 37, дойдя до каретки 27, разжимает разъемную гайку 30 и заходит в зацеп 31. Кроме того, сразу после отрезки проволоки, втулка 32 поднимает отрезанный конец проволоки на уровень зажима 23. Затем, следует обратный ход пневмоцилиндра 33 и каретка 27 подается в крайнее левое положение, а конец проволоки 29 попадает под зажим 23, после чего цикл навивки повторяется.
Формула изобретения
1.Станок для изготовления апиральной арматуры виброопор, содержащий смонтированные на станине приводной вгш с навивочным многоугольным барабаном, имеющим подвижную грань .с зажимным элементом для конц арматурной проволоки, приводную каретку с механизмом правки и подачи арматурной проволоки, механизм резки и сбрасыватель готовых изделий, отличающийся тем, что,
с целью повышения производительност и улучшения качества изделий, его приводной вал с навивочным барабано выполнен полым и снабжен приводным толкателем, на котором закреплены поочередно упор для зажимного элемента, отклоняющий ролик и один из ножей механизма резки, при этом на подвижной грани барабана шарнирно закреплены зажимной элемент и копирный упор, взаимодействующий с отклоняющим роликсяи, а на торце навивочного барабана закЕ еплен другой нож механизма резки.
2.Станок по п. 1, отличающийся тем, что сбрасыватель готовых изделий установлен на приводе каретки.
3.Станок по п. 1, о т л ич .а ю щ и и с я тем, что приводной вал имеет муфту с поворотной шпонко разъединяемой посредстве электромагнита.
Источники информации, принятые во внимание при экспертизе 60 1. Авторское свидетельство СССР 575165, кл. В 21 Р 27/10, 1977. 25 9 3S J7 ; /7-/ЛУ /9 16 16 П 1 21, JO 11 22 73 2} 12 20 Ц 21

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Станок для мерной резки арматурной проволоки | 1974 |
|
SU515557A1 |
| Станок для изготовления спиралей арматурных каркасов | 1979 |
|
SU878398A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Станок для изготовления бортовых колец | 1980 |
|
SU895585A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| Станок для мерной резки арматурной проволоки | 1979 |
|
SU919793A1 |