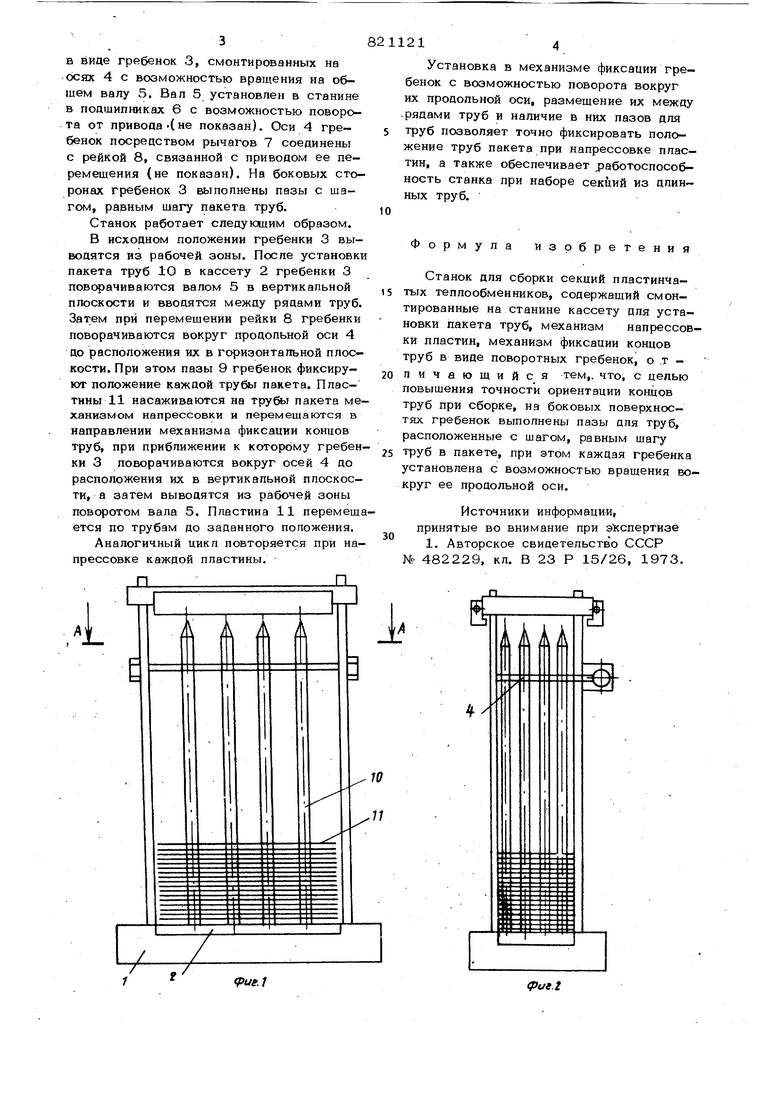
Изобретение отиосится к сборочному производству, в частности к станк 1м для сборки секций пластинчатых теппообменни- ков, например испарителей холодильных машин или конпииионеров. Известен станок для сборки секций пластинчатых теплообменников путем насадки пластин на трубы, содержащий смон тированные на станине кассету.для пакета тру механизм напресс даки пластин на трубы и механизм фиксации концов труб выполненные в «иде гребенок, смонтированных на осях С возможностью поворота для Отвода из рабочей зоны 1. При напрессовке пластин на трубы, гре бенки контактируют лишь периферийными трубами пакета, что не исключает отсутствие точной ориентации груб, расположенных внутри пакета, бтноснтепьно отверстий пластин. Цель изобретения - повышение точноети ориентации труб при сборке за счет фиксации положения концов всех труб пакета напрессовкой на них ппастин.1 Эта цепь достигается за счет тогоЛ что в станке для сборки секций пластинчатых теплообменников, соаержащем смонтированные на станине кассету для установки пакета труб механизм запрессовки пластин и механизм фиксации концов труб, выполненный, в виде поворотных гребенок, устансюленных с возможностью вывода из рабочей зоны, последние размещены мeж ду рядами труб, смонтированы с возможностью вращения вокруг их продольной оси и выполнены на боковых сторонах с пазами для труб, расположенными с шагом, равным шагу труб в пакете. На фиг. 1 изображен станок, обший вид; на фиг. 2 - то же, вид сбоку; на фиг. 3fто же,сечение А-А на фиг. i; на фиг. 4 привод поворота гребенок. Станок дня сборки секций пластинчатых теплообменников содержит смонтированные на станине 1 кассету 2 для установки пакета труб, механизм напрессовки пластин на трубы (не показан) и механизм фиксации концов труб, выполненный в вице гребенок 3, смонтированных на осях 4 с возможностью вращения на общем валу 5. Вал 5 установлен в станине в подшипниках 6 с возможностью поворота от привода .(не показан). Оси 4 гребенок посредством рычагов 7 соединены с рейкой 8, связанной с приводом ее перемещения (не показан). На боковых сторонах гребенок 3 выполнены пазы с шагом, равным шагу пакета труб. Станок работает следующим образом. В исходном положении гребенки 3 выводятся из рабочей зоны. После установк пакета труб 1О в кассету 2 гребенки 3 поворачиваются валом 5 в вертикальной плоскости и вводятся между рядами труб Затем при перемещении рейки 8 гребенки поворачиваются вокруг продольной оси 4 до расположения их в горизонтальной плоскости. При этом пазы 9 гребенок фиксируют положение каждой тру&г пакета. Пластины 11 насаживаются на трубы пакета ме ханизмом напрессовки и перемещаются в направлении механизма фиксации концов труб, при приближении к которому гребен ки 3 поворачиваются вокруг осей 4 до расположения их в вертикальной ппоскости, а затем выводятся из рабочей зоны поворотом вала 5. Ппастина 11 перемещ ется по трубам до заданного положения. Аналогичный цикл повторяется при напрессовке каждой пластины.
П
П
AW
I
1. А 214 Установка в механизме фиксации гребенок с возможностью поворота вокруг их продольной оси, размещение их между .рядами труб и наличие в них пазов для груб позволяет точно фиксировать положение труб пакета при напрессовке пластин, а также обеспечивает эаботоспособность станка при наборе секций из длинных труб. Формула изобретения Станок для сборки секций пластинчатых теплообменников, содержащий смонтированные на станине кассету для установки пакета труб, механизм напрессовки пластин, механизм фиксации концов труб в виде поворотных гребенок, о .т пи чающийся тем,, что, с целью повышения точности ориентации концов труб при сборке, на боковых поверхностях гребенок выполнены пазы для труб, расположенные с шагом, равным шагу труб в пакете, при этом каждая гребенка установлена с возможностью вращения вокруг ее продольной оси. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NO 482229, кл. В 23 Р 15/26, 1973.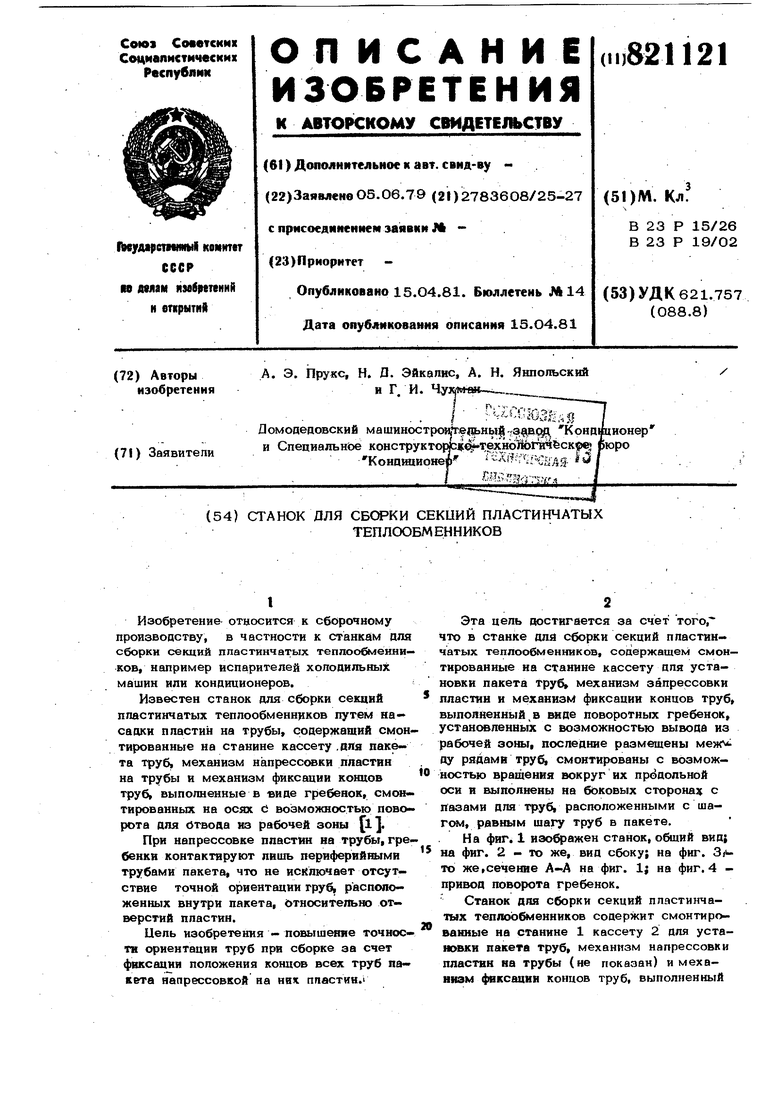
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Автоматическая линия для изготовления секций пластинчатых теплообменников | 1980 |
|
SU963644A1 |
| Автоматическая линия для сборки трубчато-пластинчатых теплообменников | 1989 |
|
SU1791088A1 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| Станок для сборки трубчатых секций теплообменников | 1981 |
|
SU986698A1 |
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
| Устройство для сборки ребристотрубных теплообменников | 1990 |
|
SU1734981A1 |
J/ ц
.5
