(54) ГОЛОВКА К ЭКСТРУДЕРУ ДЛЯ ИЗГОТОВЛЕНИЯ
ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1
Изобретение относится к области обработки полимерных материалов и может быть использовано для изготовления экструзией трубчатых изделий из полимерных материалов.
Известна головка к экструдеру для изготовления трубчатых изделий из полимерных материалов, содержащая корпус, дорн, матрицу, регулировочные болты 1, .
Недостатком головки является раз. нотолщинность пол5гчаемых изделий.
Известна головка к экструДеру для изготовления трубчатых, изделий из , полимерных материалов, содержащая корпус, дорн, матрицу, обойму с эксцентриком, установленную с возможностью ее перемещения в направлении, перпендикулярном продольной оси голоки 2. Указанная головка является ближайшей по технической сущности к изобретению.
Недостатком головки является невысокая точность регулирования толщины изделия.
Целью изобретения является повышение точности регулирования толщины изделия.
Поставленная цель достигается тем что головка к экструдеру для изготовления трубчатых изделий из полимерных материалов, содержаивая корпус, дорн, матрицу, обойму с эксцентриком, установленную с возможностью ее перемещения в направлении, перпендикулярном продольной оси головки, согласно изобретению головка снабжена дополнительной обоймой с эксцентриком, установленной с возможностью
0 перемещения параллельно продольной оси головки, причем каждая из обойм шарнирно закреплена на корпусе и снабжена двумя жестко соединенными с ней упорами, взаймодействумщими
5 с матрицей.
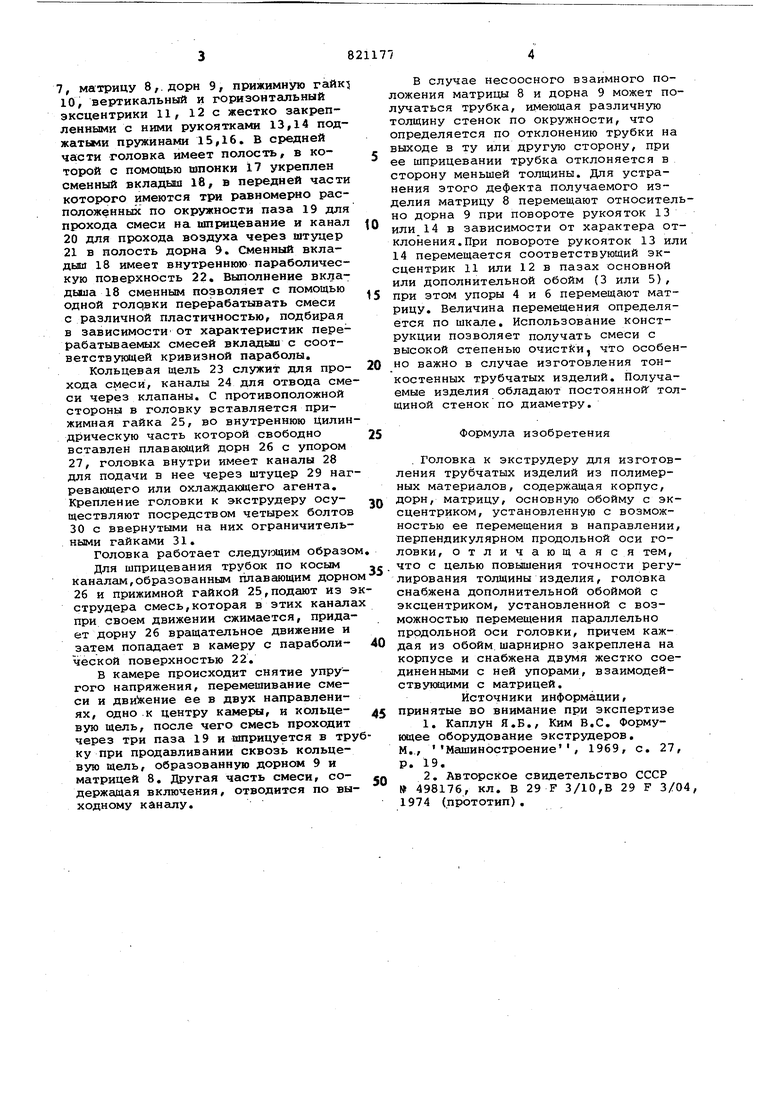
На фиг. 1 изображен общий вид головки; на Фиг, 2 - разрез по А-Л; на фиг. 3 - разрез по Б-Б; на фиг.
4- вид сверху на головку; на фиг.
0
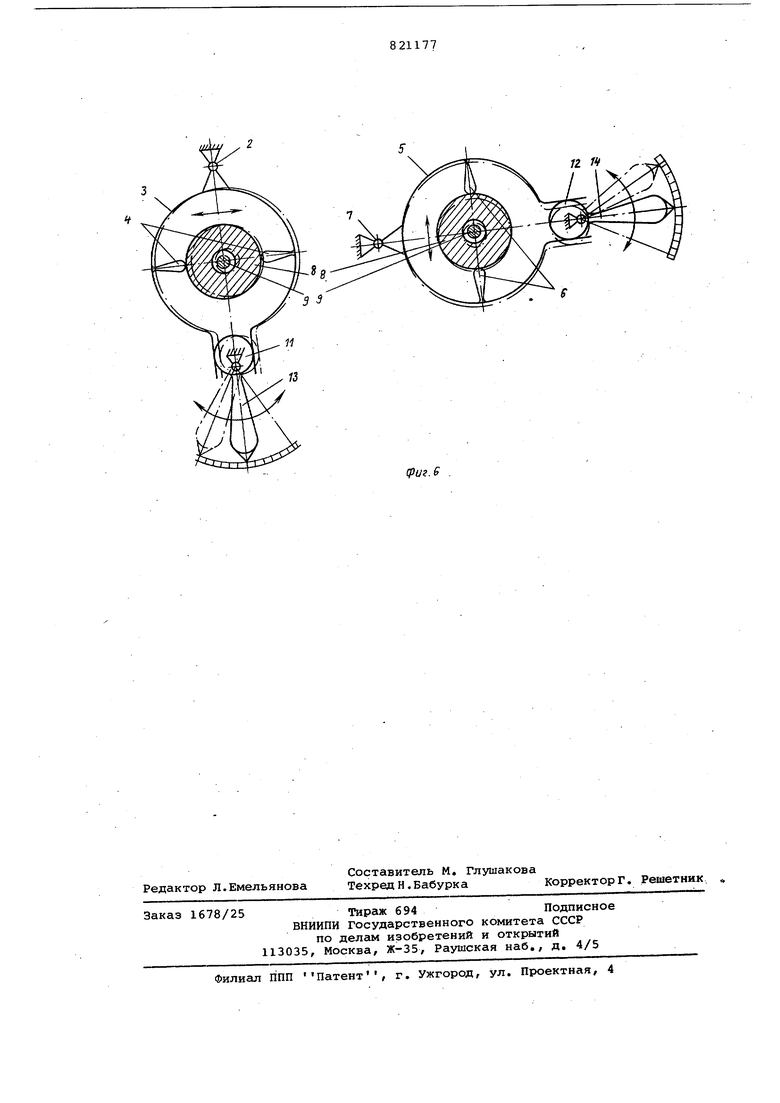
5- вид сбоку; на фиг. б - кинематическая схема перемещения матрицы.
Головка содержит корпус 1, в передней части которого при помощи винта 2 крепится шарнирно основная обой5ма 3 с двумя жестко закрепленными в средней части упорами 4, дополнительную обойму 5 с двумя жестко закрепленными в средней части упорами 6, дополнительная обойма 5 шарнирно 0.крепится к корпусу 1 ПРИ ломощи винта
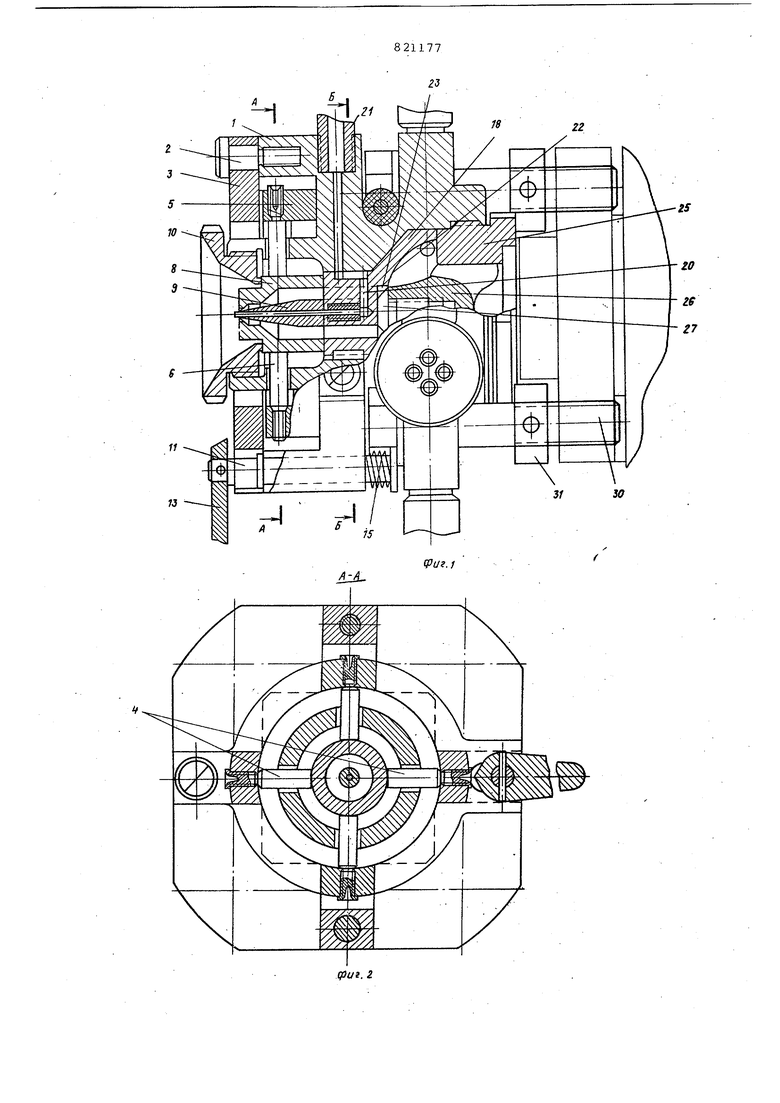
7, матрицу 8,.дорн 9, прижимную гайк 10, вертикальный и горизонтальный эксцентрики 11, 12 с жестко закрепленными с ними рукоятками 13,14 поджатыми пружинами 15,16. В средней части головка имеет полость, в которой с помощью шпонки 17 укреплен сменный вкладыш 18, в передней части которого имеются три равномерно расположенных по окружности паза 19 для прохода смеси на шпгжцевание и канал
20для прохода воздуха через штуцер
21в полость дорна 9. Сменный вкладьви 18 имеет внутреннюю параболическую поверхность 22, Выполнение вкладыиа 18 сменным позволяет с помощью одной голрвки перерабатывать смеси
с различной пластичностью, подбирая в зависимости от характеристик перерабатываемых смесей вкладыа с соответствукяцей кривизной параболы.
Кольцевая щель 23 служит для прохода смеси, кангшы 24 для отвода смеси через клапаны. С противоположной стороны в головку вставляется прижимная гайка 25, во внутреннюю цилиндрическую часть которой свободно вставлен плавакяций дорн 26 с упором 27, головка внутри имеет каналы 28 для подачи в нее через штуцер 29 нагреваютего или охлаждающего агента. Крепление головки к экструдеру осуществляют посредством четырех болтов 30 с ввернутыми на них ограничительными гайками 31.
Головка работает следующим образо Для шприцевания трубок по косым каналам,образованным плавающим дорно26 и прижимной гайкой 25,подают из эструдера смесь,которая в зтих канала при своем движении сжимается, придает дорн у 26 вращательное движение и затем попадает в камеру с параболической поверхностью 22.
В камере происходит снятие упругого напряжения, перемешивание смеси и движение ее в двух направлениях, одно к центру камеры, и кольцевую щель, после чего смесь проходит через три паза 19 и шприцуется в труку при продавливании сквозь кольцевую щель, образованную дорном 9 и матрицей 8. Другая часть смеси, содержащая включения, отводится по выходному каналу.
В случае несоосного взаимного поожения матрицы 8 и дорна 9 может поучаться трубка, имеющая различную олщину стенок по окружности, что определяется по отклонению трубки на выходе в ту или другую сторону, при ее шприцевании трубка отклоняется в сторону меньшей толщины. Для устранения этого дефекта получаемого изделия матрицу 8 перемещают относительно дорна 9 при повороте рукояток 13 или 14 в зависимости от характера отклонения. При повороте рукояток 13 или 14 перемещается соответствующий эксцентрик 11 или 12 в пазах основной или дополнительной обойм (3 или 5), при этом упоры 4 и 6 перемещают матрицу. Величина перемещения определяется по шкале. Использование конструкции позволяет получать смеси с высокой степенью очистки, что особенно важно в случае изготовления тонкостенных трубчатых изделий. Получаемые изделия обладают постоянной толщиной стенокпо диаметру.
Формула изобретения
. Головка к экструдеру для изготовления трубчатых изделий из полимерных материалов, содержащая корпус, дорн, матрицу, основную обойму с эксцентриком, установленную с возможностью ее перемещения в направлении, перпендикулярном продольной оси головки, отличающаяся тем, что с целью повышения точности регулирования толщины изделия, головка снабжена дополнительной обоймой с эксцентриком, установленной с возможностью перемещения параллельно продольной оси головки, причем каждая из обойм шарнирно закреплена на корпусе и снабжена двумя жестко соединенными с ней ynopeiMH, взаимодейств уккцими с матрицей.
Источники информации, принятые во внимание при экспертизе
М., Машиностроение, 1969, с. 27, Р. 19.
498176, кл. в 29 F 3/10,В 29 F 3/04, 1974 (прот отип).
A:
(риг.}
W
