1
Изобретение относится к литейному производству и предназначено для изготовления- форм.
Известна формовочная машина, содержащая станину, на которой установлен рабочий стол, несущий опоку .с опорными элементами, разм1ещенны- ми с внешней стороны ее стенок и перпендикулярно им, и прессовую головку
Цель изобретения- уменьшение деформации опок в процессе прессования
Поставленная цель достигается ; тем, что формовочная машина снабж.ена рамой, жестко связанной со столом, на которой расположены опорные элементы, приводами для перемещения каждого опорного элемента и фиксатора- ми их рабочего положения, установ- ленными на раме.
На фиг. 1 изображена формовочная машина; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг, 2; на фиг 4 - узел 1 на фиг. 3 в увеличенном масштабе; на фиг., 5 - разрез Б-Б на фиг. 3; на 4)иг.,6 - формовочная машина (другой вариант выполнения); на фиг. 7 - вид сверху на фиг. 6; на фиг. 8 - формовочная машина (третий вариант выполнения); на фиг. 9 - вид сверху на фиг. 8.
Формовочная машина содержит рабочий стол 1, привод 2, стойки 3 и 4, которые связаны между собой в жесткую раму, модельный комплект 5 и наполнительную рамку 6. Рабочий стол 1 опирается на встряхивающий механизм 7 известной конструкции. Привод 2
0 представляет собой цилиндр 8 с поршнем 9, несущим прессовую плиту 10, опоры 11 опоки 12. Стойки 13 служат контропорой для цьлиндра 14, который через поршень 15 и поршневый шток
5
16связан с клином 17 так, что расстояние 18 между плоскостями. 19 и 20 превышает размер клина 17, который движется из положения 21 к положению 22 и назад и при этом дав-.
0 ление от винтовой пружины 23 через / опорный штырь 24 передается к плоскости 25 скольжения части 26 машины. Вместо винтовых пружин 23 .- могут бЕхгь применены также пластинча5тые пружины или другие упругие элементы для прижима опорных штырей 24. Таким образом, положение 21 клина
17соответствует положению 27 опорного штыря 24, а положение 22 клина
0 17 - положению 28 опорного штыря 24.
результате, при движении опорного тыря 24 его конец оказывает давениё на, поверхность опоки 12.
Форморочная машина работает слеующим образом.
Модельный комплект 5 с установенной заполненной формовочной смеью опокой 12 и наполнительной рамоЛ б устанавливают на рабочем столе 1 ормовочной машины. Начинают дейстовать опорные элементы 29-32. Под ействием давленияв нагнетательной камере 33 цилиндра 14 поршень 15 ее
током 16 движется в направлении трелки 34 до момента .достижения П9РНЫМ штырем 24 положения 27, в котором он не вызывает деформации опоки 12. Одновременно, нагнетателЬ. ная -камера 35 цилиндра 36 находится под давлением и поршень 37 со што- ком 38 движется в направлении стрелки 39 до достижения опорным штырем 40 положения 41, в котором он, прилегая к опоке 12, не вызывает ее деформации. Синхронно и аналогично деЙ1 ствуют опорные элементы 31 и 32.
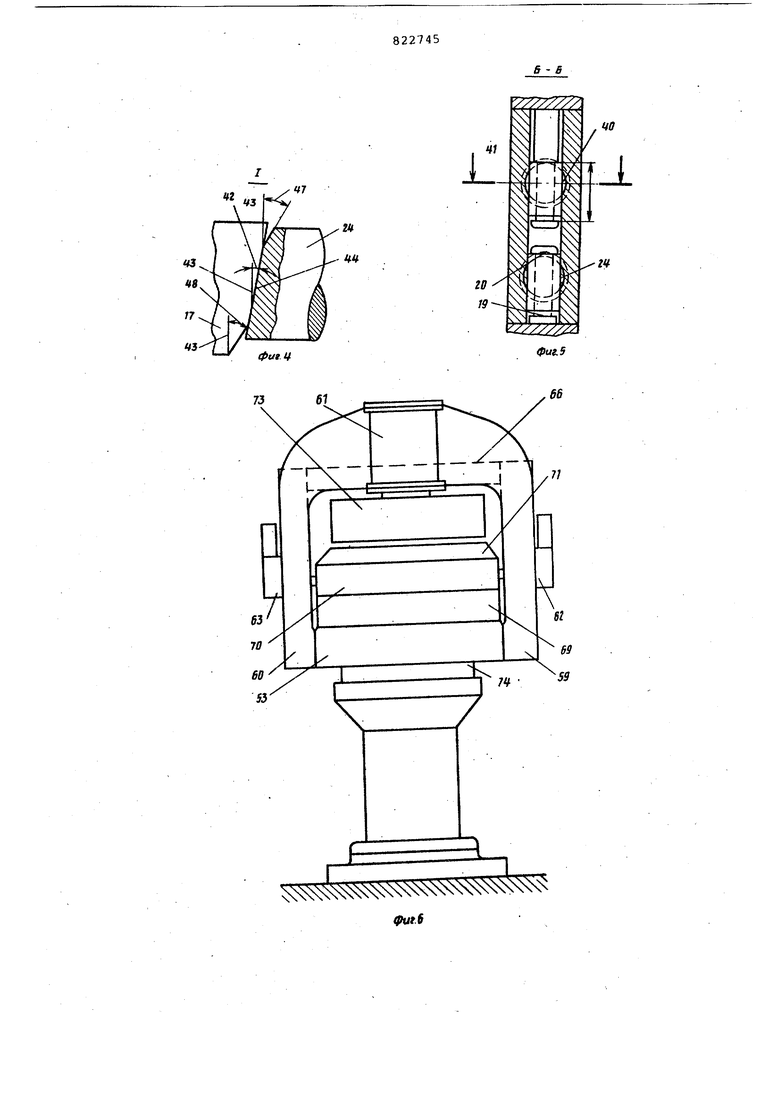
Угол 42 (фиг. 4)между параллелью
43поверхности 25 скольжения части 26 формовочной машины и поверхности
44скольжения клина 17-или соответствующий угол между поверхностью
25 скольжения и поверхностью 45 скольжения клина 46 выбирается таким образом, чтобы предотвратить трение обратного скольжения клина 17, возникающее в направленир, противоположном стрелке 34 и трение обратного скольжения клина 46, возникающее в направлении, противоположном стрелке 39. Углы 47 и 48 выбираются большими для того, чтобь путь клиньев 17 и 46 не был слишком ;длинньвд., Непосредственно после зтог6 прй)аод 2 вступает в действие и поршень 9 с помощью прессовой плиты 10 начинает прессовать формовочную смесь, находящуюся в опоке 12 и наполнительной раме 6. Вибратор 7 со всеми сопутствующими элементами поднимается к рабочему столу 1 и остается в покое на виброцилиндре 49 до тех пор, пока привод 2 находится в работе. Максимальная степень уплотнения : формовочной смеси при вступлении в работу виброцилиндра 49 достигается за счет, сил инерции в самой формовочной смеси и сил инерции прессовой плиты 10, а такзке с помощью привода 2. Стойки 50 и 13 сконструированы с такой степенью жесткости, что при действии сжимающйх сил на опоку 12 не происходит никакой деформации и опорные штыри 24, 40, 51 и 52 во время нажима на определенные опорные точки опоки 12 не оказывают никакого деформирующего влияния. После произведенной работы привод 2 меняет направление своего движения, поднимает- прессовую плиту 10, цилиндры 14 и 36 опорных
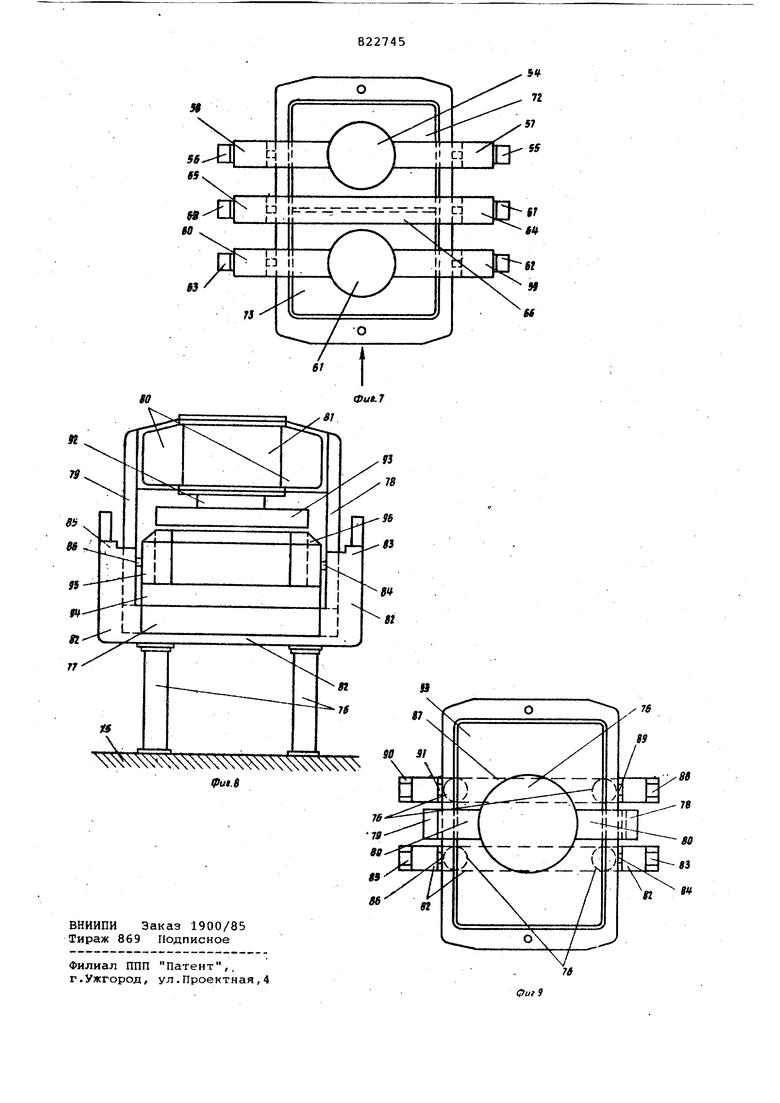
элементов 29 и 30, а также цилиндры опорных элементов 31 и 32 меняют направление движения, клинья 17 и 46 и клинья опорных элементов 31 и 32 поднимаются, после чего опорные штыри 24, 40, ,51 и 52 возвращаются в исходное положение. Фиг. 6 и 7 дают представление о другом варианте выполнения формовочной машин ы для изготовления относительно низких литейных полуформ с более значительными формовочными поверхностями. . Стойки 47 и 48, которые прочно связаны с рабочим столом 53 формовочной машины и прессом 54, образуют раму. Опорные элементы 55 и 56 опираются на контропоры(на фиг. не показаны) , 1расположенные; на стойках 57 и 58. Другие стойки 59 и 60, жестко; связанные с рабочим столом 53 и прессом 61, также имеют контропоры (на фиг , не показаны) , на которые опираются опорные элементы 62 и 63. Стойки 64 и 65, связанные с рабочим CTOS лом 49 и поперечиной 66 и образующие, таким образом, раму, имеют контропоры (на фиг. не показаны), на которые опираются опорные элементы 67 68. На рабочем столе 49 стоит модельный комплект 69, который содержит опоку 70, заполненную формовочной смесью, и наполнительную рамку 71. Пресс 54 имеет прессовую плиту 72, а пресс 61 - прессовую плиту 73. Рабочий стол 53. опирается на вибратор 74 обычной конструкции.
Вариант исполнения,, представленный на фиг. 6 и 7, отличается от варианта, представленного на фиг. 1 и 2, исключительно расположением элементов. Работа же осуществляется идентично. ,
.На фиг. 8 и представлен третий вариант исполнения изобретения. На этих фигурах показана формовочная машина, в которой уплотнение произвоДит-ся прессом. На фундаменте 75 установлены четьфе стойки 76, на которые опирается рабочий стол 77 формовочной машины, который через две стойки 78 и 79 несет попе.речину 80 пресса 81. Часть стола 77 образует как бы ручку 82, которая на одной стороне имеет опорный элемент 83 с опорным штырем 84, а на другой стороне -. опорный элемент 85 с опорным штырем 86. Другая часть рабочего стола 77 также образует как бы ручку 87 и имеет на одной стороне опорный элемент 88 с опорным штырем 89, а на другой стороне - опо)рный
элемент 90 с опорным штырем 9i. Пресс 81 с помощью поршня 92 связан , с прессовой плитой 93. На стол 77 формовочной машины устанавливается модельный комплект 94, на котором размещается опока 95, наполненная формовочной смесью, с наполнительной рамкой 96.
Работа устройства, представленного на фиг/ 8 и 9, происходит следующим образом.
После того, как транспортное устройство (на фиг. не показано) устанавливает на рабочий стол 77 модельный комплект 94 и опокой 95, загруженной формовочной смесью, и с наполнительной рамкой 96, описанным способом приводятся в действие опорные элементы 83, 85, 88 и 89. Опорные штыри 84, 86, 89-, 91 приходят в контакт с опокой 95 и предотвращают упругую деформацию опоки в период давления на литейную полуформу. Давление на форму происходит через пресс. Пресс 81 своим поршнем 92 приводит в действие прессовую плиту 93, которая давит на формовоч-ную месь. После этого прессовая плита 93 (фиг. 1 и 2) поднимается и действием опорных устройств 83, 85, 88, 90 опорные штыри 84, 86, 89, 91 возвращаются в исходное положение
Элементы опор, на которые опираются опоки литейных полуформ, могут применяться во всех известных формовочных машинах для изготовления литейных полуформ прессованием.
Формула изобретения
Формовочная машина для изготовления форм, преимущественно литейных, содержащая станину, на которой ус0тановлен рабочий стол, несущий опоку с опорными элементами, размещенными с внешней стороны ее стенок и перпендикулярно им, и прессовую гопо1вку, отличающаяся тем,
5 что, с целью уменьшения деформации опок в процессе прессования, она снабжена рамой, жестко связанной со столом, на -которой расположены опорные элементы, приводами для пе0ремещения каждого опорного элемента и фиксаторами их рабочего положения, установленными на раме.
it


| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |

I
fliut.1
а
37
99 гг tt п гУ
X
«2
фиг If
фиг. 5
53
59
