(54) ШТАМП ДЛЯ РАЗДАЧИ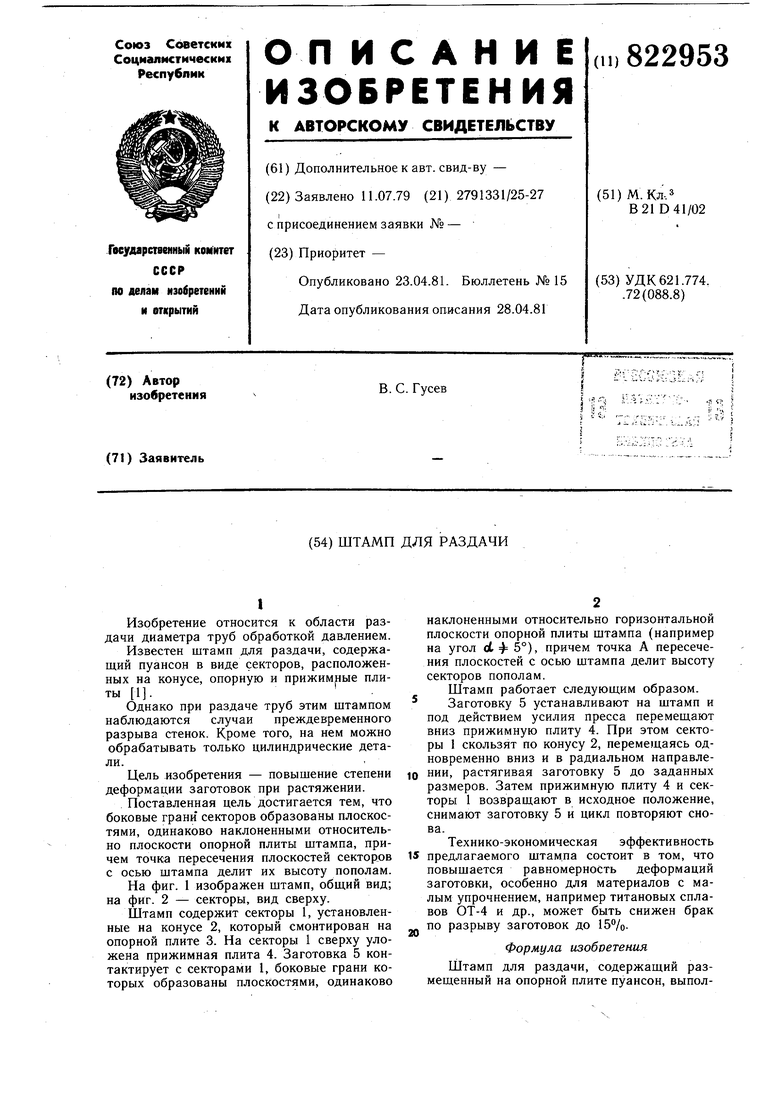
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых изделий | 1985 |
|
SU1278078A1 |
| ПРАВОЧНЫЙ ШТАМП КОНТАКТНОГО ДЕЙСТВИЯ | 1994 |
|
RU2090295C1 |
| Штамп для раздачи конических заготовок | 1978 |
|
SU735357A1 |
| Штамп с разжимным пуансоном | 1976 |
|
SU640792A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Штамп для раздачи оболочек | 1982 |
|
SU1031592A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| Штамп для калибровки сварных труб раздачей | 1986 |
|
SU1357107A1 |
| Штамп для растяжки кольцевых заготовок | 1975 |
|
SU556868A1 |
1
Изобретение относится к области раздачи диаметра труб обработкой давлением.
Известен штамп для раздачи, содержащий пуансон в виде секторов, расположенных на конусе, опорную и прижимные плиты 1.
Однако при раздаче труб этим штампом наблюдаются случаи преждевременного разрыва стенок. Кроме того, на нем можно обрабатывать только цилиндрические детали.
Цель изобретения - повышение степени деформации заготовок при растяжении.
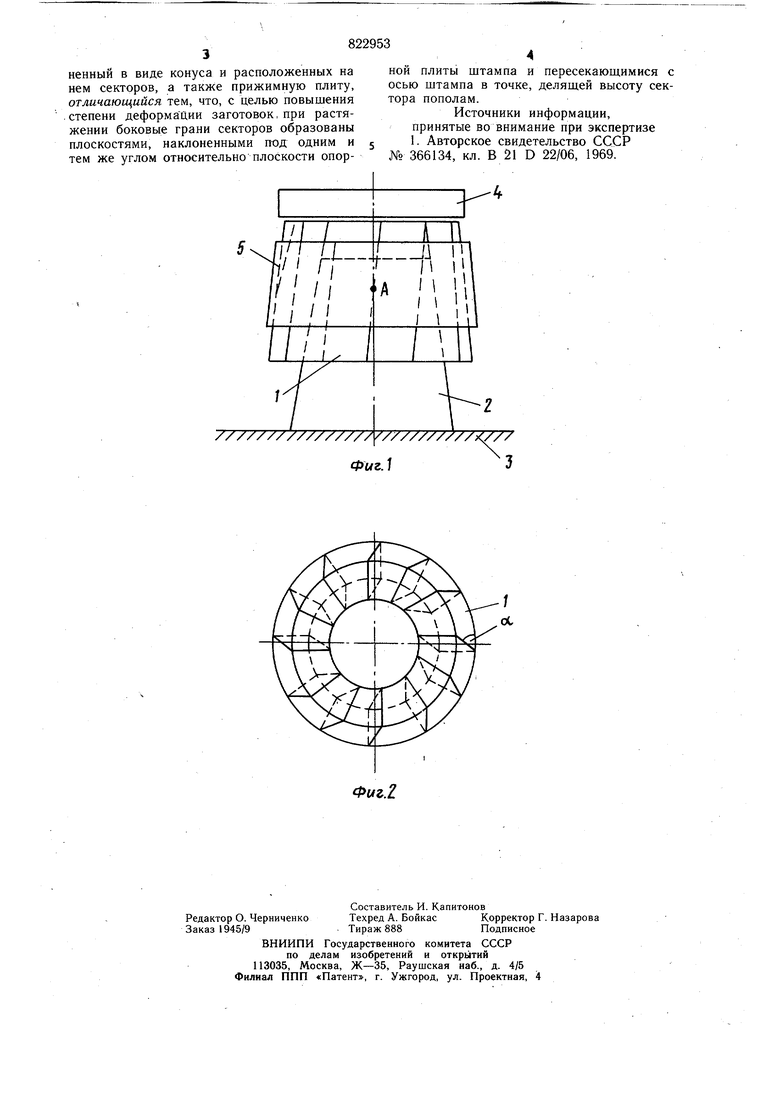
Поставленная цель достигается тем, что боковые грани секторов образованы плоскостями, одннаково наклоненными относительно плоскости опорной плиты штампа, причем точка пересечения плоскостей секторов с осью штампа делит их высоту пополам.
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - секторы, вид сверху.
Штамп содержит секторы 1, установленные на конусе 2, который смонтирован на опорной плите 3. На секторы 1 сверху уложена прижимная плита 4. Заготовка 5 контактирует с секторами 1, боковые грани которых образованы плоскостями, одинаково
наклоненными относительно горизонтальной плоскости опорной плиты штампа (например на угол о1 Ф 5°), причем точка А пересечения плоскостей с осью штампа делит высоту секторов пополам.
Штамп работает следующим образом. Заготовку 5 устанавливают на штамп и под действием усилия пресса перемещают вниз прижимную плиту 4. При этом секторы 1 скользят по конусу 2, перемещаясь одновременно вниз и в радиальном направлеНИИ, растягивая заготовку 5 до заданных размеров. Затем прижимную плиту 4 и секторы 1 возвращают в исходное положение, снимают заготовку 5 и цикл повторяют снова.
Технико-экономическая эффективность предлагаемого штампа состоит в том, что повышается равномерность деформаций заготовки, особенно для материалов с малым упрочнением, например титановых сплавов ОТ-4 и др., может быть снижен брак по разрыву заготовок до .
Формула изобоетения
Штамп для раздачи, содержащий размещенный на опорной плите пуансон, выполненный в виде конуса и расположенных на нем секторов, а также прижимную плиту, отличающийся тем, что, с целью повышения .степени деформации заготовок, при растяжении боковые грани секторов образованы плоскостями, наклоненными пхэд: одним и тем же углом относительно плоскости опорной плиты штампа и пересекаюшимися с осью штампа в точке, деляшей высоту сектора пополам.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 366134, кл. В 21 D 22/06, 1969.
Фиг. I
