I
Изобретение относится к холодной обработке металлов давлением и может быть использовано в штампах для вырубки деталей из полосового и ленточного материала..
Известен штамп для вырубки .деталей ИЭ1 полосового и ленточного материала, содержаш,ий закрепленные на его верхней плите :йырубной пуансон и матрицу, верхний съемник, а также установленные на нижней плите штампа пуансон-матрицу и подпружиненный в вертикальном направлении нижний съемник, на котором закреплены два зажимных органа, каждый из которых расположен по одну из сторон пуансон-матрицы в направлении, параллельном направлению перемешения материала. Подача материала осуш,ествляется зажимными органами, которые приводятся в движение от верхней плиты штампа 1.
Однако известный штамп имеет сложную конфигурацию и обладает большими габаритами. Кроме того, в нем не обеспечена достаточно надежная подача материала на шаг.
Цель изобретения - уменьшение габаритов штампа и повышение надежности подачи материала на шаг.
Поставленная цель достигается тем, что каждый из механизмов зажима выполнен в виде двух зажимных губок, одна из которых закреплена на нижней плите штампа, а другая установлена с возможностью перемещения в вертикальном направлении.
При этом съемник установлен с возможностью вертикального перемешения, а в нем выполнен паз для прохода материала,
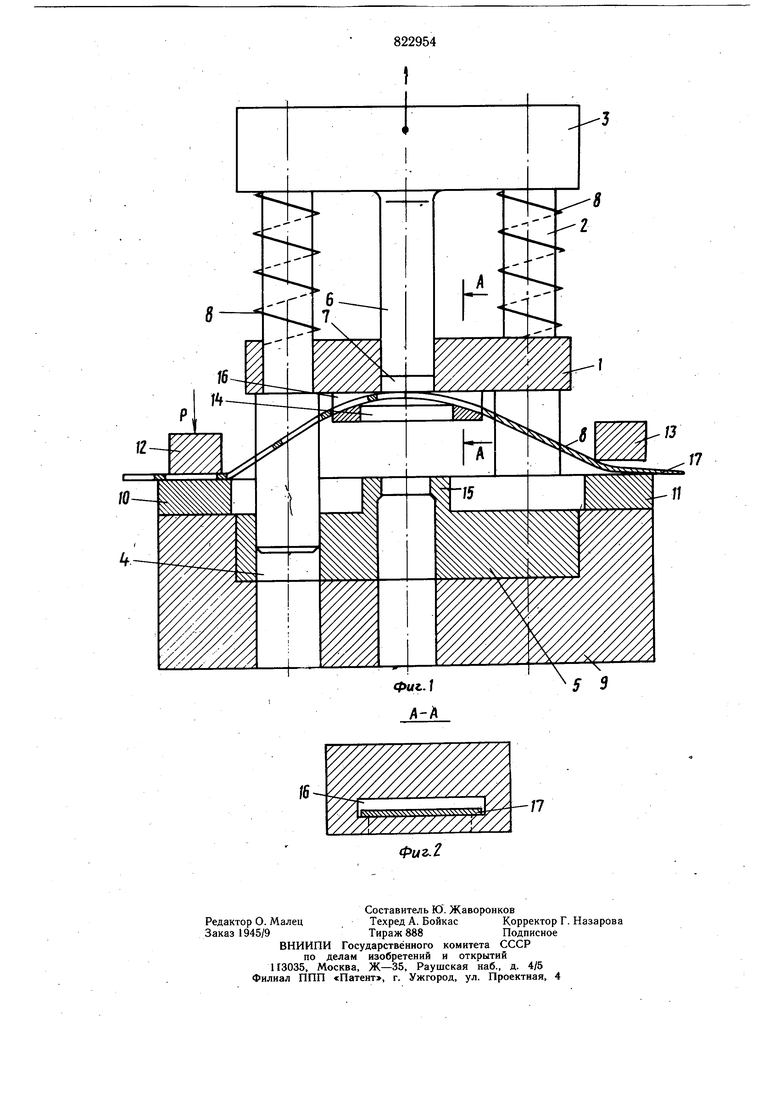
На фиг. 1 схематически изображен предлагаемый штамп, обший вид; на фиг. 2 - сечение А-А на фиг. 1.
Штамп, для вырубки деталей из полосового и ленточного материала содержит прижим-съемник 1, установленный на направляющих колонках 2, закрепленных на верхней плите 3 штампа .и проходяших через отверстия 4 в матрице 5. На верхней плите 3 закреплен вырубной пуансон 6, проходящий через отверстие 7, выполненное в прижимесъемнике 1.
На направляющих колонках 2 между верхней плитой 3 и прижим-съемником I установлены пружины 8. Матрица 5 установлена на нижней плите 9. По обе стороны рабочей зоны штампа на нижней плите 9 смонтированы неподвижные каретки с захватными органами. Захватные органы выполнены в виде неподвижных зажимных губок 10 и 11 и подвижных зажимных губок 12 и 13, связанных с приводами их перемещения в вертикальном направлении (на чертеже не изображены). На прижиме-съемнике 1 со стороны матрицы 5 выполнено отверстие 14, охватывающее выступ 15, выполненный на матрице 5. В прижиме-съемнике 1 выполнен паз 16, расположенный параллельно направлению подачи материала 17. Ширина паза 16 равна ширине материала 17 (полосового или ленточного). Для предотвращения деформации материала 17 нижняя поверхность паза 16 выполнена криволинейной. Каретки установлены на нижней плите 9 с возможностью регулировочного перемешения относительно нее в направлении перемещения материала 17. Штамп для вырубки деталей из полосового и ленточного, материала работает следующим образом. Материал 17 заводят в паз 16 и подают В рабочую зону штампа. При ходе верхней плиты 3 вверх зажимная губка 12 опускается и прижимает материал 17 к зажимной губке 10, а зажимная губка 13 перемещается вверх и освобождает материал 17. При дальнейщем подъеме верхней плиты 3 направляющие колонки 2 воздействуют выступами на прижим-съемник 1 и поднимают его, сжимая пружины 8. Прижим-съемник 1 увлекает за собой материал 17 на величину шага подачи и одновременно протягивает его через паз 16 на величину, равную половине шага подачи. Величина шага подачи материала 17 регулируется перемещением губок относительно рабочей зоны щтампа, а также величиной хода прижима-съемника 1. В момент начала движения верхней плиты 3 вниз, зажимная губка 13 опускается и прижимает материал 17 к зажимной губке 11, а зажимная губка 12 поднимается и освобождает материал 17. При дальнейшем движении верхней плиты 3 щтампа вниз прижим-съемник 1 воздействует на материал 17 и выпрямляет его. При этом материал 17 перемещается по пазу 16 через зазор между зажимными губками 10 и 12 на оставшуюся часть щага подачи (на полшага). Затем осушествляется вырубка детали из материала 17 вырубным пуансоном 6. Далее цикл повторяется. Формула изобретения 1.Штамп для вырубки детал(ей из полосового и ленточного материала, содержащий закрепленный на верхней плите вырубной пуансон, расположенный между верхней и нижней плитами съемника, и два механизма зажима материала, каждый из которых расположен по одну из сторон пуансона в направлении, параллельном направлению перемещения материала, отличающийся тем, что, с целью уменьшения габаритов штампа и повышения надежности перемешения материала, каждый из механизмов зажима выполней в виде двух зажимных губок, одна из которых закреплена на нижней плите щтампа, а другая установлена с возможностью перемещения в вертикальном направлении. 2.Штамп по п. 1, отличающийся тем, что съемник установлен с возможностью вертикального перемещения и в нем вы- полней паз для прохода материала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 700998, кл. В 21 D 43/00, 19.04.79.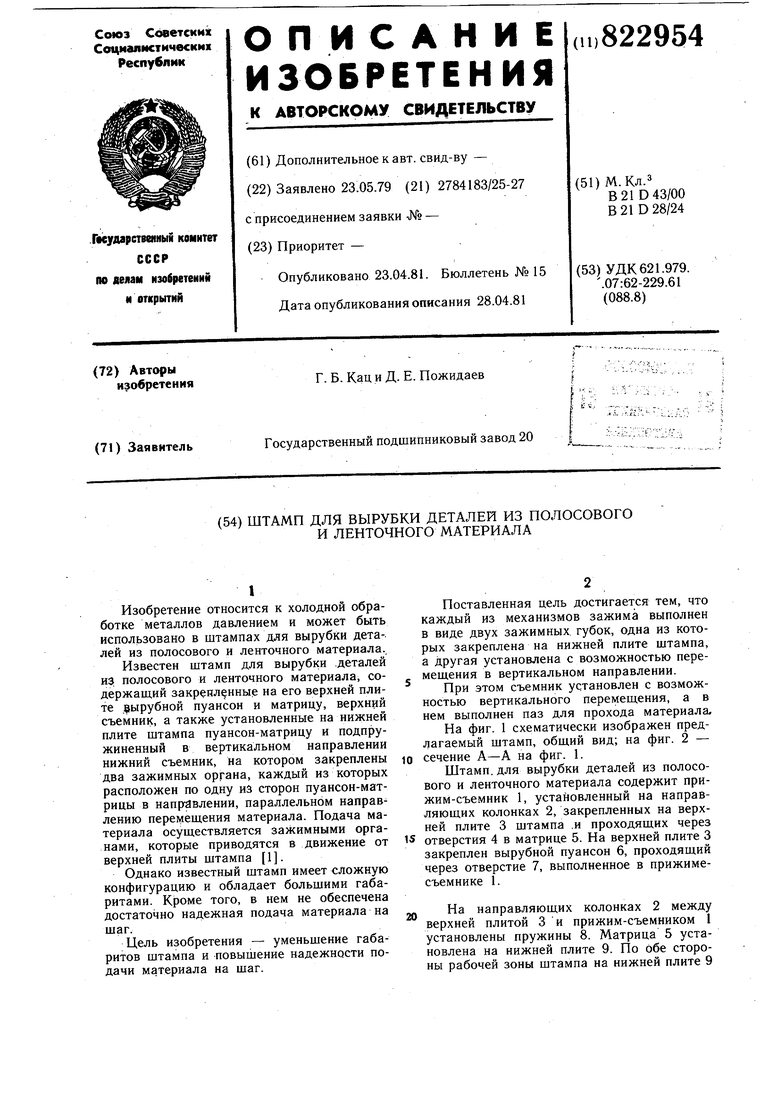
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для вырубки деталей изпОлОСОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795639A1 |
| Штамп для пробивки или вырубки с устройством для подачи полосового и ленточного материала | 1981 |
|
SU967616A1 |
| Штамп для вырубки деталей из полосовых и ленточных заготовок | 1981 |
|
SU984575A1 |
| Шаговый упор к пробивному штампу | 1978 |
|
SU667285A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Устройство для центрирования материала в зоне обработки | 1984 |
|
SU1274820A1 |