(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ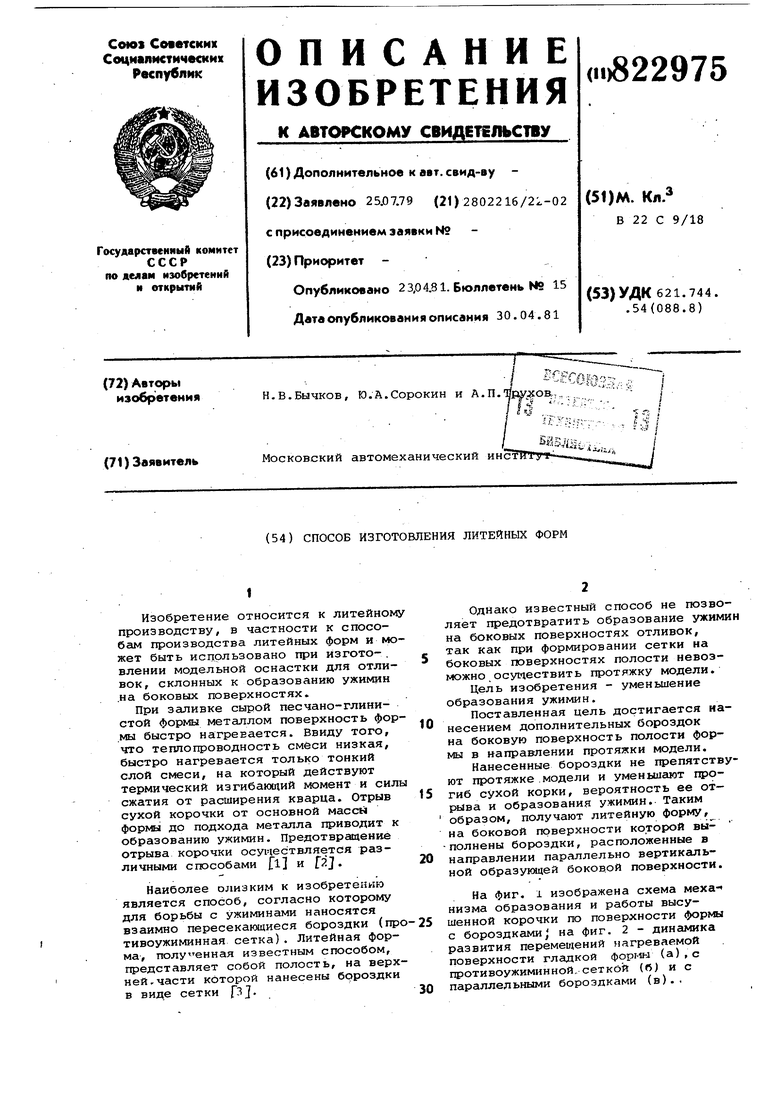
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейныхфОРМ | 1979 |
|
SU822974A1 |
| Способ изготовления литейной формы | 1989 |
|
SU1724431A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Устройство для испытания формовочных смесей | 1978 |
|
SU711426A1 |
| Литейная форма | 1985 |
|
SU1276426A1 |
| Способ изготовления отливок в литейных формах по постоянным моделям | 1982 |
|
SU1066723A1 |
| Способ получения двухслойных литейных форм | 1983 |
|
SU1156817A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252104C2 |
| Способ изготовления литейных форм и стержней | 1986 |
|
SU1344499A1 |
| Способ изготовления литейных форм | 1980 |
|
SU917896A1 |
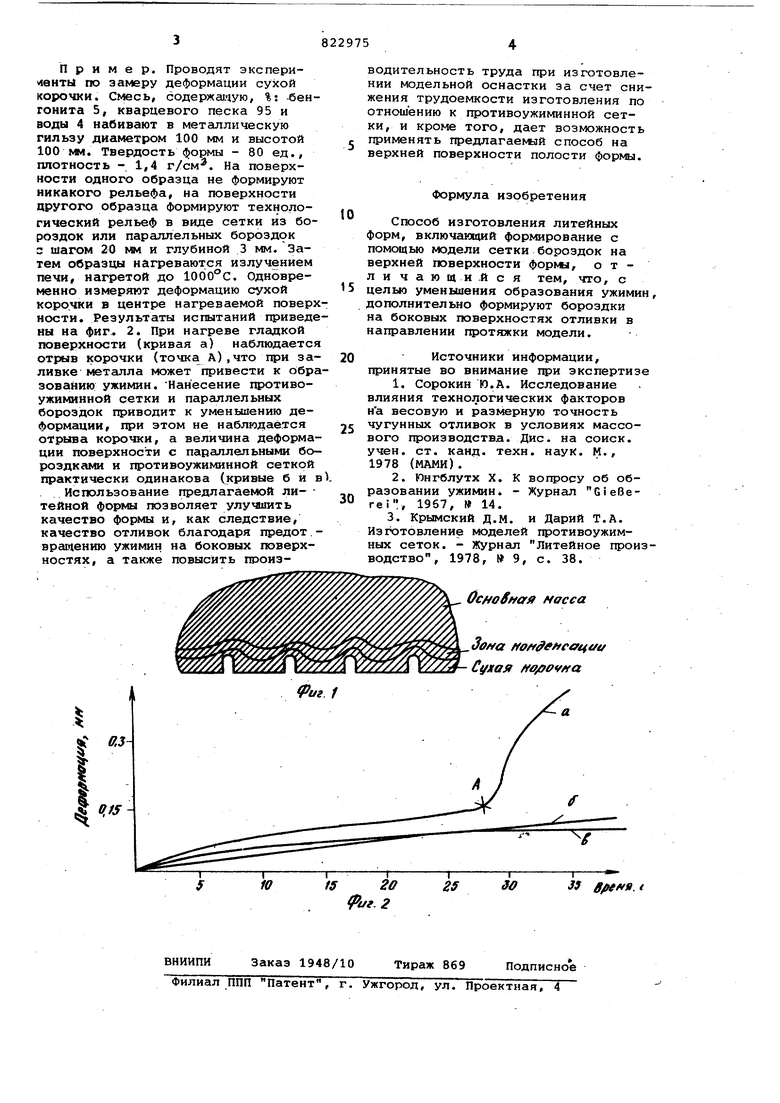
Изобретение относится к литейном производству, в частности к способам производства литейных форм и мо жет быть использовано при изгото-. влении модельной оснастки для отливок, склонных к образованию ужимин .на боковых поверхностях.. При заливке сырой песчано-глинистой формы металлом поверхность фор мы быстро нагревается. Ввиду того, что теплопроводность смеси низкая, быстро нагревается только тонкий слой смеси, на который действуют термический изгибающий момент и сил сжатия от расширения кварца. Отрыв сухой корочки от основной массы формы до подхода металла приводит к образованию ужимин. Предотвращение отрыва корочки осуществляется различными способами Г и . Наиболее олизким к изобретению является способ, согласно которому для борьбы с ужиминами наносятся взаимно пересекающиеся бороздки (пр тивоужиминная сетка). Литейная форма, полученная известным способом, представляет собой полость, на верх ней, части которой нанесены бороздки в виде сетки f3. Однако известный способ не позволяет предотвратить образование ужимин на боковых поверхностях отливок, так как при формировании сетки на боковых поверхностях полости невозможно осуществить протяжку модели. Цель изобретения - уменьшение образования ужимин. Поставленная цель достигается нанесением дополнительных бороздок на боковую поверхность полости формы в направлении протяжки модели. Нанесенные бороздки не препятствуют протяжке.модели и уменьшают прогиб сухой корки, вероятность ее отрыва и образования ужимин. Таким образом, получают литейную форму, на боковой поверхности которой выполнены бороздки, расположенные в направлении параллельно вертикальной образукндей боковой поверхности. На фиг. 1 изображена схема механизма образования и работы высушенной корочки по поверхности формы с бороздками; на фиг. 2 - динамика развития перемещений нагреваемой поверхности гладкой формы (а),с противоужиминной, сеткой (б) и с параллельными бороздками (в)..
