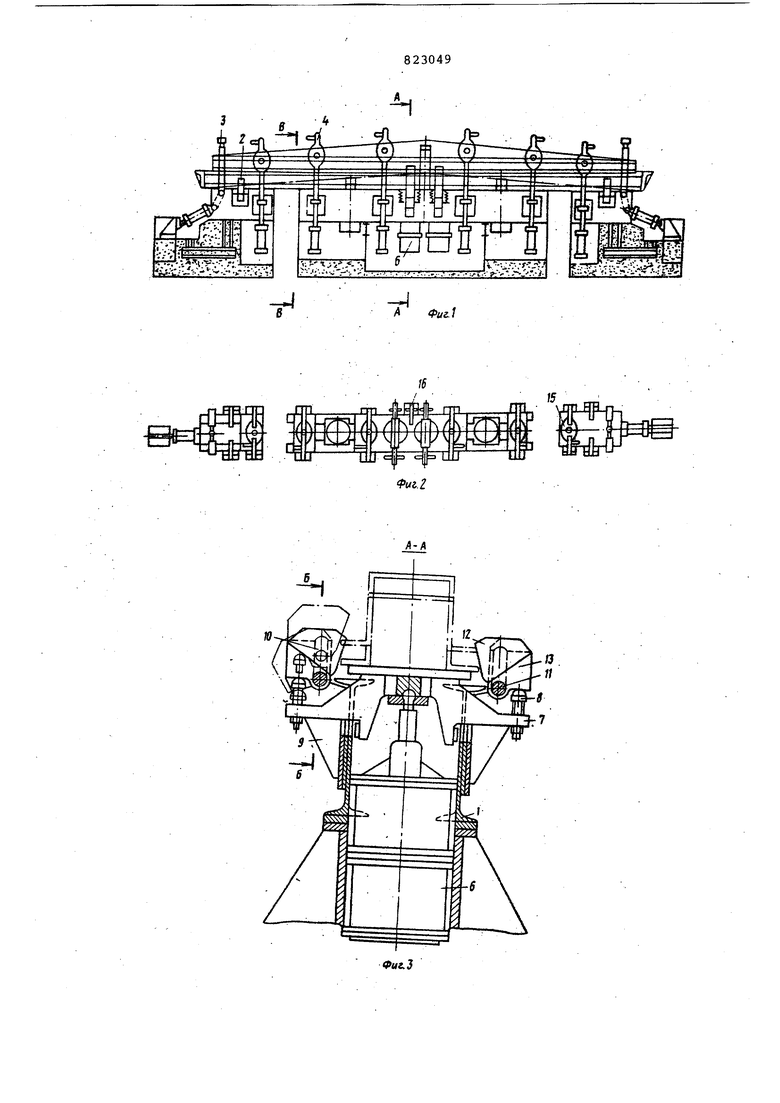
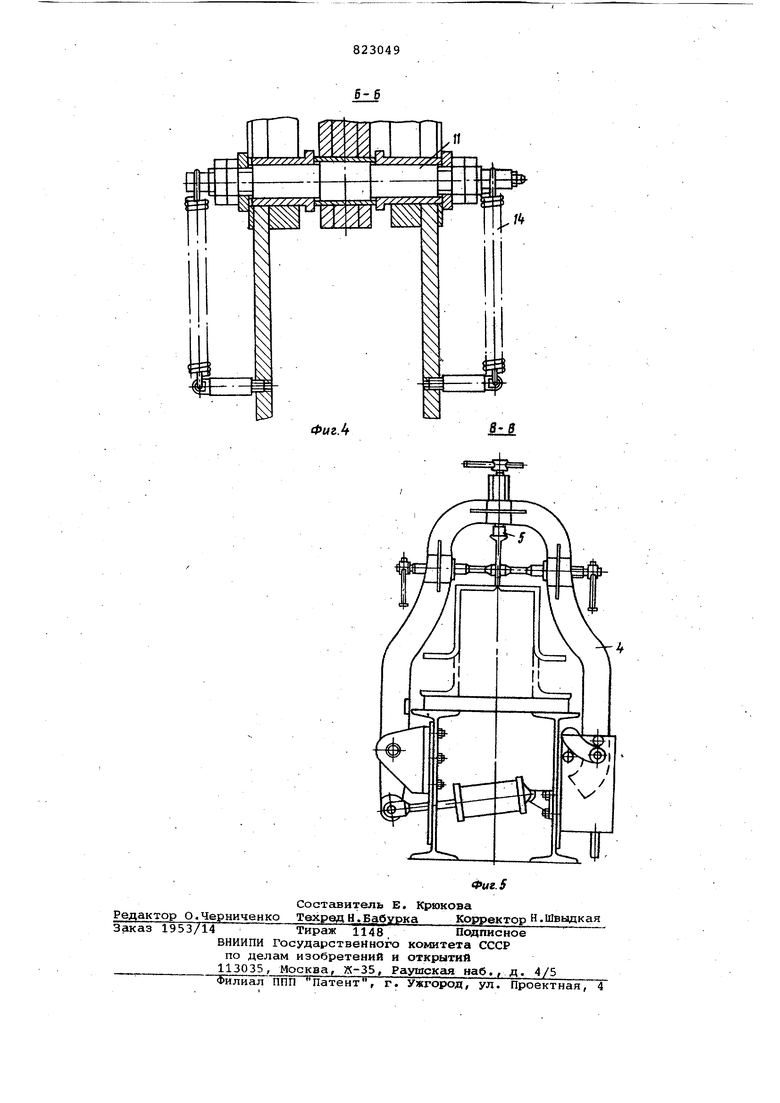
(54) СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ-РАМНО-БАЛОЧНЫХ ИЗДЕЛИЙ фиг. 4 - разрез Б-Б на фиг. 3 на фиг. 5 - разрез В-В на фиг.1, Стенд содержит основание 1, установленные на нем механизм зажима зетовых профилвй 2, поворотные скобы 3 для зажима торцов двутавра, накидные скобы 4 с ограничителями 5 прогиба, механизм 6 предварительного прогиба балки с опорой 7,снабженной регулируемыми упорами 8.Основание 1 имеет щеки 9 с пазами 10, продольные оси которых перпендикулярны опорам 7 Прижимы выполнены в виде установленных в пазах 10 осей 11 со смонтированными на них прижимными рычагами 12 с противовесами 13. Оси 11 подпру жинены пружинами 14 относительно основания, на котором установлены такж ловитель 15 балки и фиксатор 16 двутавра по длине. Вса механизмы оснащены пневмоприжимами. Стенд работает следующим образом. На стенд подается балка (предвари тельно сваренные зетовые профили) и фиксируется ловителем 15. Затем включают механизмы зажима полок зетовых профилей 2. Подают двутавр и устанавливают его на балку по фиксатору 16. С помсяцью пневмоцилинд ров набрасывают поворотные скобы 3 д зажима торцов двутавра. Набрасываютс,я накидные скобы 4 с ограничителями прогиба 5, которые предварительно выставляются по заданной кривой прогиба. После этого включается механиз 6 предварительного прогиба балки. Опоры 7 поднима|отся с упорами 8, которые поворачивают прижимные рычаги 12 на осях 11 до упора в полки зетовых профилей, образуя замкнутую сис тему; опоры 7 - упоры 8, рычаги 12 изделие. Оси удерживаются в нижнем положении пружинами 14. При дальнейшем подъеме опор 7 и прогиба балки рычаги 12, зажав сечение балки и не давая расходиться полкам зетовых профилей, поднимаются синхронно с прогибом балки на осях 11 в пазах 10 ос нования 1, растягивая пружины 14. После достижения максимального прогиба, который задан кривой установки ограничителей 5, подъем прекращается и производится приварка двутавра к балке. Таким образом, прогиб балки и за жим сечения балки осуществлен одним риводом. После окончания приварки вутавра механизмы возвращаются в исодное, положение. При опускании опор прижимы 12, придя в крайнее полоение, поворачиваются вокруг осей 11 од действием противовесов 13. После того балка освобождается и снимаетя со стенда. Прижимы 12, поворачиваясь вокруг сей 11, расположенные в пазах осования 1, под действием регулируемых поров 8, установленных на опоре 7 еханизма предварительного прогиба, ажимают полки зетовых профилей, созавая замкнутую систему, а также переещаются вместе с осями 11 в пазах ри прогибе балки. Зажатие поперечого сечения балки при прогибе и проиб осуществляются от одного привода, то существенно упрощает конструкцию тенда, повышает надежность зажима и производительность. Формула изобретения Стенд для сборки под сварку рамно-балочных изделий, содержащий смонтированные на основании механизм предварительного прогиба с опорой для изделия, ограничители прогиба изделия, поворотные скобы для зажима торцов изделия и прижимы для изделия, отличающийся тем, что, с целью повышения производительности и надежности закрепления изделия путем одновременного прогиба и прижима изделия, на основании выполнены пазы, продольные оси которых перпендикулярны плоскости опоры механизма предварительного прогиба изделия, каждый прижим выполнен в виде оси, установленной в соответствующем пазу основания с возможностью перемещения и подпружиненной относительно основания , а также прижимного рыча-га с противовесом, смонтированного на указанной оси с возможностью поворота в плоскости, перпендикулярной опоре механизма предварительного прогиба изделий, при этом на опоре закреплены регулируемые упоры, взаимодействующие с прижимными рычагами соответствующих им прижимов. Источники информации, -f принятые во внимание при экспертизе 1.Авторское свидетельство СССР 508373, кл. В 23 К 37/04,03.06.74. 2.Авторское свидетельство СССР № 570470, кл. В 23 К 37/04, 03.05.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки рамнобалочных металлоконструкций | 1973 |
|
SU570470A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Стенд для сборки под сварку | 1978 |
|
SU764911A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |