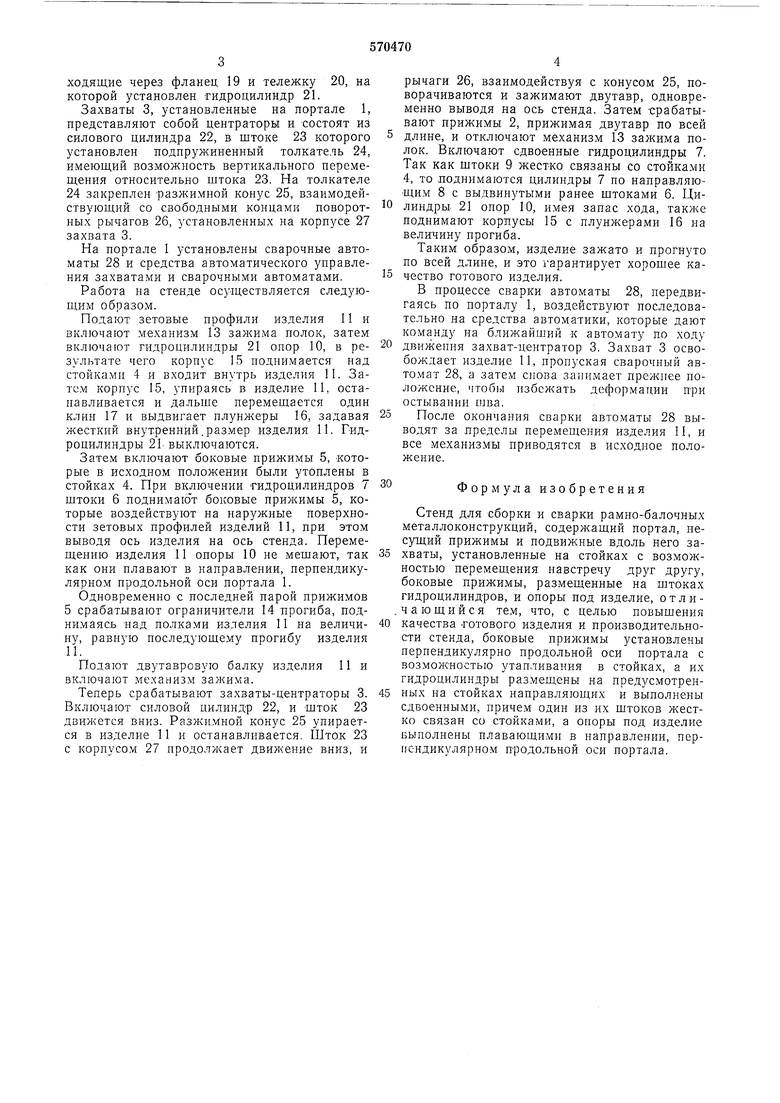
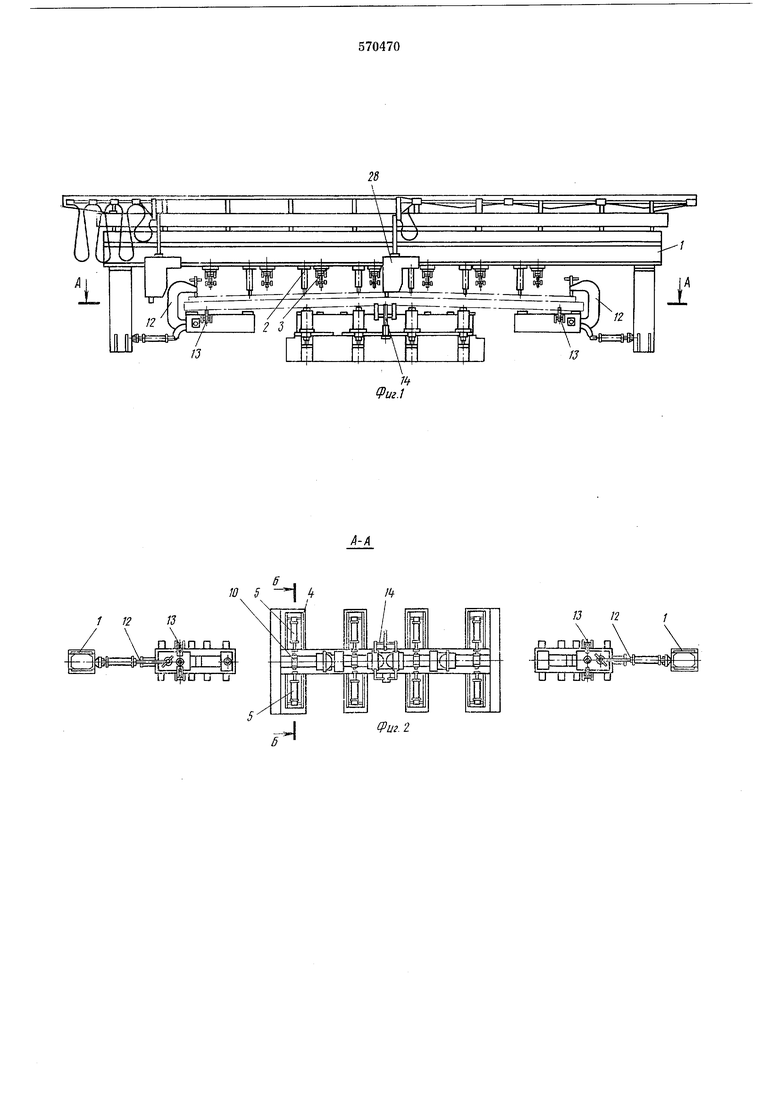
ходящие через фланец 19 и тележку 20, на которой установлен гидроцилиндр 21. Захваты 3, установленные на портале 1, представляют собой центраторы и состоят из силового цилиндра 22, в штоке 23 которого установлен подпружиненный толкатель 24, имеющий возможность вертикального перемещения относительно штока 23. На толкателе 24 закреплен разжимной конус 25, взаимодействующий со свободными концами поворотных рычагов 26, установленных на корпусе 27 захвата 3. На портале 1 установлены сварочные автоматы 28 и средства автоматического управления захватами и сварочными автоматами. Работа на стенде осуществляется следующим образом. Подают зетовые профили изделия 11 и включают механизм 13 зажима полок, затем включают гидроцилиндры 21 опор 10, в результате чего корпус 15 поднимается над стойками 4 и в.ходит внутрь изделия П. Затем корпус 15, упираясь в изделие И, останавливается и дальше перемещается один клин 17 и выдвигает плунл еры 16, задавая жесткий внутренний,размер изделия 11. Гидроцилиндры 21 выключаются. Затем включают боковые прижимы 5, -которые в исходном цоложении были утоплены в стойках 4. При включении гидроцилиндров 7 штоки 6 поднимают боковые прижимы 5, которые воздействуют иа наружные поверхности зетовых профилей изделий И, при этом выводя ось изделия на ось стенда. Перемещению изделия 11 опоры 10 не мешают, так как они плавают в направлении, перпендикулярном продольной оси портала 1. Одновременно с последней парой прижимов 5 срабатывают ограничители 14 прогиба, поднимаясь над полками изделия И на величину, равную последующему прогибу изделия П. Подают двутавровую балку изделия И и включают ме.ханизм зажима. Теперь срабатывают захваты-центраторы 3. Включают силовой цилиндр 22, и шток 23 движется вниз. Разжимной конус 25 упирается в изделие 11 и останавливается. Шток 23 с корпусом 27 продолжает движение вниз, и рычаги 26, взаимодействуя с конусом 25, поворачиваются и зажимают двутавр, одновременно выводя на ось стенда. Затем Срабатывают прижимы 2, прижимая двутавр по всей длине, и отключают механизм 13 зажима полок. Включают сдвоенные гидроцилиндры 7. Так как щтоки 9 жестко связаны со стойками 4, то поднимаются цилиндры 7 по направляющим 8 с выдвинутыми ранее штоками 6. Цилиндры 21 опор 10, имея запас хода, таюке поднимают корпусы 15 с плунжерами 16 на величину прогиба. Таким образом, изделие зажато и прогнуто по всей длине, и это гарантирует хорощее качество готового изделия. В процессе сварки автоматы 28, передвигаясь по порталу 1, воздействуют последовательно на средства автоматики, которые дают команду на ближайший к автомату по ходу движения захват-центратор 3. Захват 3 освобождает изделие 11, пропуская сварочный автомат 28, а затем снова занимает прежнее положение, 4To6i)i избежать деформации при остывании шва. После окончания сварки автоматы 28 выводят за пределы перемещения изделия П, и все механизмы приводятся в исходное положение. Формула изобретения Стенд для сборки и сварки рамно-балочных металлоконструкций, содержащий портал, несущий прижимы и подвижные вдоль него захваты, установленные на стойках с возможностью перемещения навстречу друг другу, боковые прижимы, размещенные на штоках гидроцилиндров, и опоры под изделие, отличающийся тем, что, с целью повышения качества готового изделия и производительности стенда, боковые прижимы установлены перпендикулярно продольной оси портала с возможностью утапливания в стойках, а их гидроцилиндры размещены на предусмотренных на стойках направляющих и выполнены сдвоенными, причем один из их штоков жестко связан со стойками, а опоры под изделие выполнены плаваюшимп в направлении, перпендикулярном продольной оси портала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Стенд для сборки и сварки ребер жесткости с полотнищем | 1980 |
|
SU899318A1 |
| Стенд для сборки под сварку рамно-бАлОчНыХ издЕлий | 1979 |
|
SU823049A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для сборки под сварку | 1989 |
|
SU1729722A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Стенд для сварки продольных швовбАлОК C пРЕдВАРиТЕльНыМ пРОгибОМ | 1979 |
|
SU846202A1 |
| Установка и способ автоматической сборки и сварки алюминиевых панелей с ребрами | 2017 |
|
RU2660468C1 |
1 12
/J n
:3®Q
-U LJlJi
6-в
6 1риг.З
27 25
fuz.if
