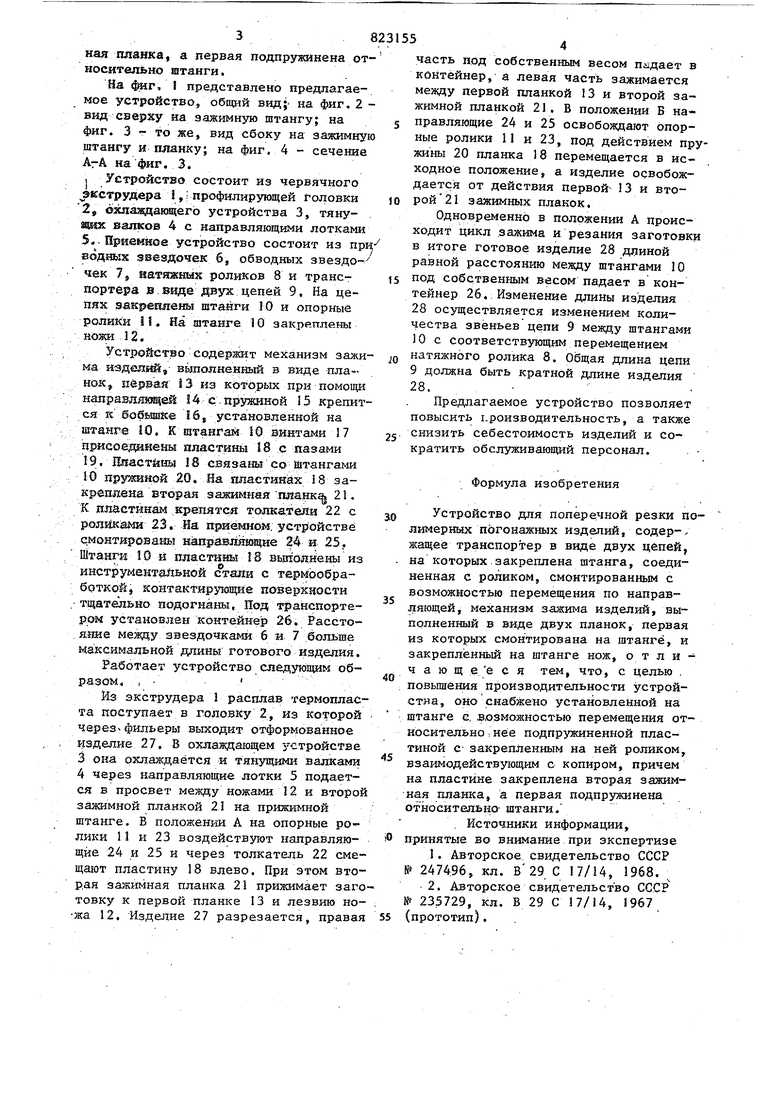
Изобретение относится к полимерн му машиностроению и может быть использовано для изготовления мернь х профильных изделий. Известно устройство для поперечной резки изделий, содержащее механизм подачи заготовки и отрезной ме ханизм, содержащий возвратно-посту- пательное движение пластинчатым ножом D3Однако зто устройство обладает йизкой производительностью. Кроме того, йе обеспечивается укладка готовых издeJ ий. Известно устройство для поперечной резки полимерных погонажных изделий, содержащее транспортер в вид двух цепей, на которых закреплена штанга, соединенная с роликом, смон тированным с возможностью пе12емещен по направляющей, механизм зажима иь делий, выполненный в виде двух пла.нок, первая из которых смонтирована на штанге, и закрепленный на штанге нож 121. Недостаток устройства - его низкая производительность. Цель изобретения - повышение производительности. Поставленная цель достигается тем, что устройство для поперечной резки полимерных погонажных изделий, содержащее транспортер в виде двух цепей, на которых закреплена штанга соединенная с роликом, смонтированным с возможностью перемещения по направляющей, механизм зажима изделий, вьтолненный в виде двух планок, первая из которых смонтирована на штанге и закрепленный на штанге нож, дополнительно снабжено установленной на штанге с возможностью перемещения относительно нее подпружиненной пластиной с закрепленным на ней роликом, взаимодействующим с копиром, причем на пластине закреплена вторая зажим3ная гтланка, а первая подпружинена от иосительно штанги. На г, I представлено предлагаемое устройство, общий вид| на фиг. 2 вид сверху на зажимную штангу; на фиг. 3 - то же, вид сбоку на зажимну штангу и планку; на фиг, 4 - сечение АгА на фиг. 3. 1 Устройство состоит из червячного экструдера , i профилирующей головки 2, дхяааадайвдего устройства 3, тянуWKX валков 4 с направляющими лотками 5.-Приемное устройство состоит из при водйкх звездочек 6, обводных звездочек 7, натяжных роликов 8 и транспортера в.виде двух цепей 9, На цепях эакрейяены штанги 10 и опорные ролики И. На штанге 10 закреттлены ножи 12, Устройство-содерШт меканизм зажи ма изделий, выполненный в виде планок, ибрвая 13 из которых при помощи направляющей 14 с.пружиной 15 крепит ся к бобьаэпке 16, установленной на Ш1ранге 10, К штангам JO винтами 17 прйсоедйкеаы аяастины 18 с пазами 19. Шгастйны 18 связаны со Штангами Ш лруйсиной 20. На яластия;ах 18 закреплена вторая зажимная 1ша|ак 21. К ядастйнам .крепятся толкатели 22 с рол54кал5и 23. На приёмном, устройстве cMOHTjapoBai&i направляйнцие 24 и 25, Штангй 10 я пластиньг IB выяолнех-п из инструментальной CTSHU с термообработкой, контактнрукящ е поверхности .тщательно подогнаны. Под транспортером установлен контейнер 26. Расстояи.ие между звeздoчкa да 6 и 7 больше максимальной длины готового изделия. Работает устройство следующим образом. , Из экструдера i расплав термоплас та поступает в головку 2, из которой через-фильеры выходит отформованное изделие 27. В охлаждающем j-стройстве 3она охлаждается и тянущими валками 4через направляющие лотки 5 подается в просвет между ножами 12 и второ зажимной планкой 21 на прижимной штанге. Б положении А на опорные ролики 1 и 23 воздействуют направляющке 24 н 25 н через толкатель 22 сме щают пластину 18 влево. При этом вто рая за кимная планка 21 прижимает заг товку к первой планке I3 и лезвию но жа 12, Изделие 27 разрезается, права часть под собственным весом п гдает в контейнер, а левая часть зажимается между первой планкой 13 и второй зажимной планкой 21. В положении Б направляющие 24 и 25 освобождают опорные ролики 11 и 23 , под действием пружины 20 планка 18 перемещается в исходное положение, а изделие освобождается от действия первой13 и второй2I зажимных планок, Одновременно в положении А происходит цикл зажима и резания заготовки в итоге готовое изделие 28 длиной равной расстоянию между штангами 10 под собственным весом падает в контейнер 26..Изменение длины изделия 28 осуществляется изменением количества звеньев цепи 9 между штангами 10 с соответствующим перемещением натяжного ролика 8, Общая длина цепи 9 должна быть кратной длине изделия 28. Предлагаемое устройство позволяет повысить производительность, а также снизить себестоимость изделий и сократить обслуживающий персонал. . Формула изобретения Устройство для поперечной резки полимерных погонажных изделий, содер-/ жащеё транспортер в виде двух цбпей, на которых закреплена штанга, соединенная с роликом, смонтированным с возможностью перемещения по направляющей, механизм зажима изделий, выполненный в виде двух планок, первая из которых смонтирована на штанге, и закреплённый на штанге нож, о т л и ч а ю щ е е с я тем, что, с целью . повьшения производительности устройства, оно снабжено установленной на штанге с. дозмолшостью перемещения относительно 1 нее подпр -жиненной пластиной с- закрепленным на ней роликом, взаимодействующим с копиром, причем на пластине закреплена вторая зажимная планка, а первая подпружинена относительно-штанги. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР К 247496, кл. в29 С 17/14, 1968, 2,Авторское свидетельство СССР № 235729, кл. В 29 С 17/14, 1967 (прототип),
Фмг.1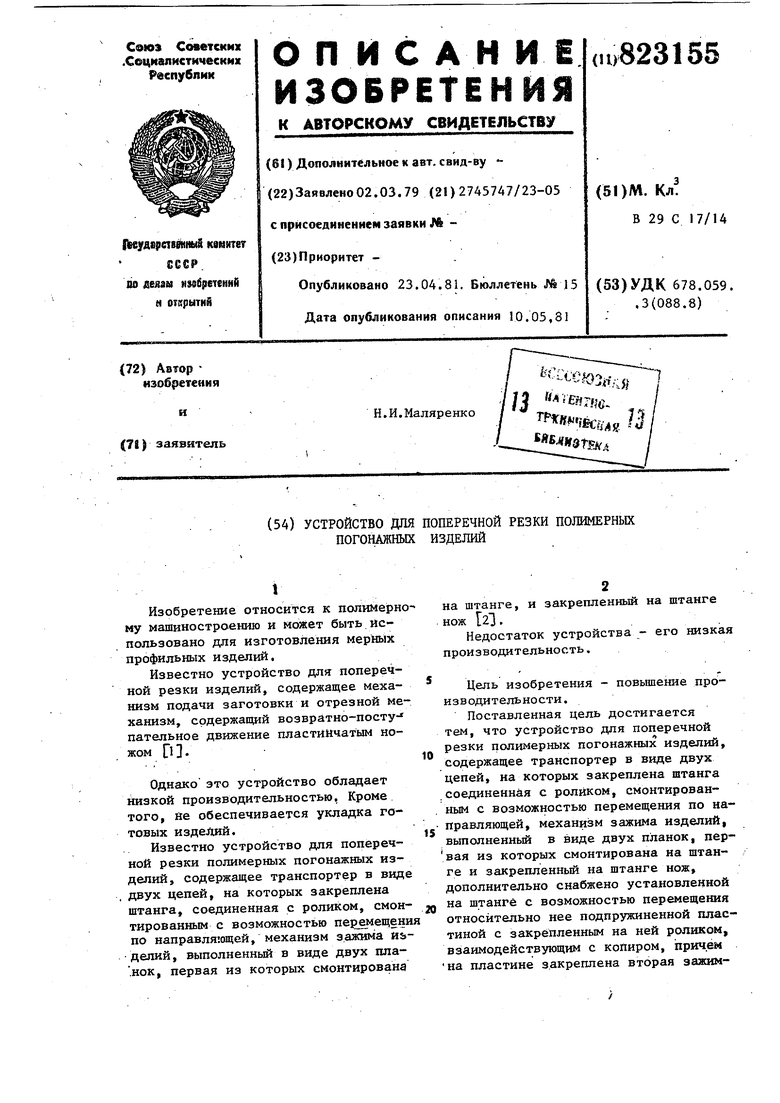
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Линия для изготовления строительных изделий | 1984 |
|
SU1140959A1 |
| Машина для ориентации и резки плодов | 1986 |
|
SU1405787A2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| Автоматическая линия для обработки вертикально расположенных плоских деталей | 1984 |
|
SU1199591A1 |
| Штриховально-прессовальная машина | 1985 |
|
SU1341053A1 |
| Тянущее устройство для экструдируемых изделий | 1978 |
|
SU770823A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Устройство для поперечного разрезания материала с бахромой | 1986 |
|
SU1395714A1 |
iff IS IS 2t
7
12 гг
Фиг.2
