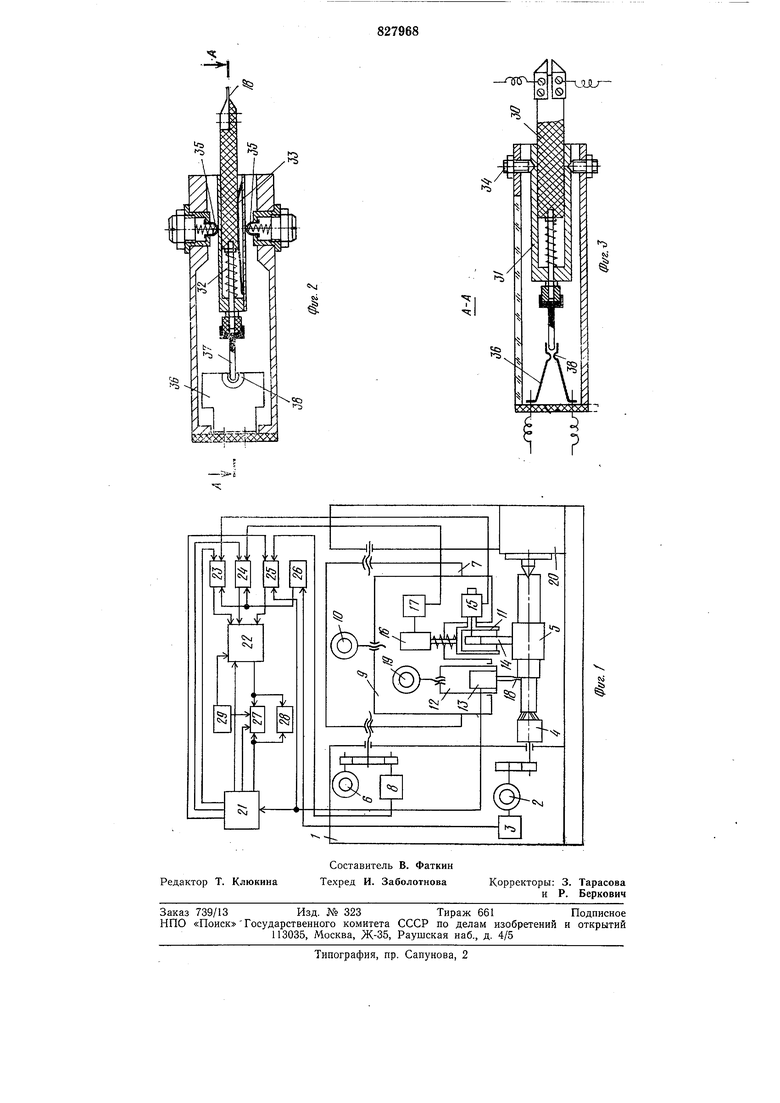
пульсов измерения диаметра 15, индикаторного механизма часового типа 16 и генератора имнульсов измерения биения 17, вал которого связан с валом стрелки индикаторного механизма 16.
Вторая измерительная головка 13 для замера линейных размеров имеет рабочие контакты-усики 18 и снабжена двигателем установочных неремеш,ений 19.
Для зажима детали в невращающихся центрах автомат имеет подвил ную заднюю бабку 20.
Для управления процессом контроля автомат снабжен системой ЧПУ 21, счетчиком импульсов 22, работающим по сигналу одного из трех коммутаторных ключей 23 (при контроле диаметра), 24 (при контроле биения) или 25 (при -конт.роле линейных размеров), счетчиком оборотов 26, сравнивающим устройством 27, табло цифровой индикации 28 и корректирующим устройством 29, учитывающим систематические погрешности измерений.
При работе автомата последовательность измерений параметров запрограммирована, и предусмотрена остановка автомата в случае брака с выдачей на табло цифровой индикации 28 визуальной информации о бракуемом параметре. Автомат используется и в ручном режиме.
Измерительная головка И с роликом 14 используется для контроля диаметров и биений. При этом усилие прижатия ролика 14 к валу 5 при различных измеряемых диаметрах обеспечивается автоматически путем программирования определенной величины перемещения поперечной каретки 9 щаговым двигателем 10.
Измерение диаметра производится следующим образом.
Деталь 5 приводится во вращение от шагового двигателя 2 через поводковое устройство 4. С целью исключения влияния на точность замера возможного проскальзывания ролика 14 при разгоне и торможении шагового электродвигателя 2 отсчет импульсов диаметра ведется при установившемся режиме вращения детали по сигналам от счетчика оборотов 26, установленного между датчиком оборотов 3, имеющимся в щаговом двигателе 2, и счетчиком импульсов 22, подключаемым коммутаторным ключом 23. Импульсы измерительного оборота суммируются в счетчике импульсов 22, уточняются корректирующим устройством 29 и подаются на сравнивающее устройство 27, где происходит сравнение полученной суммы с программируемым размером.
При замере биения поступательное пеоемещенне ролика 14 преобразуется во вращательное движение вала генератора импульсов 17 за один оборот детали, импульсы суммируются в счетчике импульсов
22, подключаемом коммутаторным ключом 24. Дальнейшая схема переработки сигналов подобна описанной выше.
Измерение линейных размеров производится второй измерительной головкой 13, снабженной рабочими контактами-усиками 18, которые находятся под напряжением 6 В. Контакты 18 смонтированы на планке 30 (см. фиг. 2 и 3), помещенной в полом
g рычаге 31 с возможностью перемещения в осевом направлении за счет пружины сжатия 32. Для беззазорного перемещения планка 30 подпружинена в боковом направлении плоской пружиной 33. Рычаг 31
2 смонтирован на оси, образованной центровочными винтами 34, что дает возможность рабочим контактам 18 в момент касания с торцом измеряемой детали отклоняться при усилиях контакта, превышаюQ щих расчетные.
Исходное пололсение рычага 31 обеспечивается подпружиненными упорами 35, которые отлсимаются в ту или другую сторону рычагом 31 только от усилий, превыс- шающих измерительное усилие контакта.
Измерение линейного размера, в том числе и ширины канавки, производится следующим образом.
Рабочие контакты-усики 18 подводятся
„ за счет перемещений поперечной каретки 9. и измерительного суппорта 7 до касания с торцом детали 5 (см. фиг. 1).
З.амыкание контактов-усиков 18 на торец детали 5 дает сигналы на остановку шагового двигателя 6 продольной подачи и
подготовку включения генератора импульсов линейных размеров 8, вал которого кинематически связан с ходовым винтом привода продольной подачи измерительного
0 суппорта 7. Затем рабочие контакты-усики 18 отводятся поперечной кареткой 9 на запрограммированную величину назад, после чего включается двигатель 6 продольного перемещения измерительного суппорта 7. С началом заданного продольного перемещения включается генератор импульсов 8 и коммутаторным ключом 25 подключается счетчик импульсов 22. Конец отсчета и выключение генератора импульсов 8 проQ исходит в момент касания контактов-усиков 18 со вторым торцом, ограничивающим измеряемый размер.
Аналогичным образом производится замер ширины канавки вала. При этом рабог чие контакты-усикн 18 выводятся по заданной программе на середину канавки, затем подводятся до касания с торцом канавки. Последнее положение принимается за исходное для начала отсчета ширины канавки в том или другом направлении.
Измерительные импульсы от счетчика импульсов 22 после уточнения корректирующим устройством 29 поступают на сравнивающее устройство 27, на табло цифровой индикации 28 и после преобразований
подаются на шкалу «Фактический размер. Табло цифровой индикации 28 имеет вторую шкалу «Заданный размер, на которую вводятся при каждом измерении наибольший и наименьший допустимые размеры. В случае выхода контролируемого размера за верхний или нижний пределы загорается красная лампа «Брак.
С целью повышения надежности действия рабочих контактов-усиков 18 во второй измерительной головке 13 выполнены блокировочные контакты 36 (см. фиг. 2 и 3). Для этого к планке 30 со стороны, противоположной рабочим контактам 18, прикреплен изолированный штырь 37, находяШ.ИЙСЯ в нормальном положении в непосредственной близости от блокировочных контактов 36 и замыкаюш,ий их в аварийной ситуации.
Блокировочные контакты 36 выполнены в виде двух нормально разомкнутых упругих лепестков, на обраш,енных к штырю 37 концах которых образованы гофры 38 в виде полуколец. В случае натыкания рабочих контактов 18 на деталь при поперечной подаче измерительной головки 13 планка 30, преодолевая усилие пружины 32, перемещает штырь 37, который замыкает лепестки блокировочных контактов 36.
В случае превышения усилия при контакте с торцом детали рычаг 31 поворачивается на оси центровочных винтов 34, отжимая тот или другой подпружиненный упор 35. При этом штырь 37 также замыкает лепестки блокировочных контактов 36.
Во всех случаях при замыкании блокировочных контактов 36 поступает сигнал на отключение шагового двигателя соответствуюш;ей подачи.
Широкие технологические возможности описанного автомата позволяют использовать его для замера диаметров, биения, линейных размеров ступеней и ширины канавок деталей типа валов.
Формула изобретения
Автомат с числовым программным управлением для контроля основных размеров деталей типа валов, содержащий измерительную головку с роликом, расположенную на каретке поперечной подачи измерительного суппорта, счетчик импульсов, связанный с датчиком оборотов и генератором импульсов измерения диаметров, сравнивающее и корректирующее устройства, коммутаторный ключ контроля диаметров и шаговые двигатели, отличающийс я тем, что, с целью расширения технологических возможностей, он снабжен второй измерительной головкой с рабочими контактами-усиками, генератором импульсов линейных перемещений, двигателем установочных перемещений, индикаторным механизмом, генератором импульсов биения и коммутаторными ключами биения и линейных размеров, причем вал индикаторного механизма соединен с валом генератора импульсов биения, подключенного ко входу
коммутаторного ключа биения, выход которого связан с первым входом счетчика импульсов, при этом выход генератора импульсов измерения линейных размеров подключен к входу коммутаторного ключа
линейных размеров, связанного с вторым входом счетчика импульсов.
Источники информации, принятые во внимание при экспертизе 1. Экспресс-информация ВИНИТИ «Автоматпческие линии и металлорежущие станки, 1977, № 5, с. 26, рис. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительно-сортировочный автомат | 1960 |
|
SU142442A1 |
| СИСТЕМА АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ БОЛЬШИХ ДИАМЕТРОВ | 1972 |
|
SU430991A1 |
| Уклономер | 1977 |
|
SU711354A1 |
| Устройство для размерного контроля детали на станке с ЧПУ | 1986 |
|
SU1393592A1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057290C1 |
| Система управления многоинструментальной обработки резцами | 1978 |
|
SU782964A1 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ КРИСТАЛЛОВ | 1991 |
|
RU2030998C1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ШЛИФОВАНИЯ ВИНТОВЫХ КАНАВОК РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
RU2031771C1 |