(Л
отклонений от круглссти обработанной на станке детали, а также биения ja- готовки перед обработкой. Измерения проводятся при помощи установленного в револьверной головке 2 станка датчика 1 касания на вращающейся контролируемой детали 7, закрепленной в патроне 6 шпинделя. Перемещение датчика 1 по поперечной координате измеряется преобразователем 3, привязка датчика 1 к координате станка осуществляется при помощи эталонного элемента А, поверхность которого находится на известном расстоянии от оси шпинделя. Под действием управ- ляклцей программы УЧПУ датчик 1 перемещается до контактирования с поверхностью контролируемой детали 7, а затем - до положения полного неконтактирования за оборот шпи}1деля и далее до положения полного контактирования за оборот шпинделя о В моменты достижения указанных положений формирователь 17 вырабатывает сигналы записи на выходе преобразователя 3 в регистры 9 и 10 памяти, в регистре 8 запоминается выходной сигнал преобразователя 3 при касании датчиком 1 поверхности эталонного элемента 4. На основании полученной информации вычислительный блок 11 формирует на выходе значения среднего радиуса (диаметра) и отклонения от круглости обработанной детали или биения заготовки. Применение режима блокировки перемещения суппорта позволяет проводить измерения с высоким быстродействием, так как вывод датчика 1 на контролируемую поверхность осуществляется на повьщ1енной скорости, а измерительные перемещения датчика на пониженной скорости имеют минимальную длину. 2 з.п, ф-лы А ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для программного управления станком | 1985 |
|
SU1352458A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| Устройство для автоматического контроля больших интегральных схем | 1985 |
|
SU1249518A1 |
| Программное устройство для поддержания постоянства скорости резания | 1984 |
|
SU1211696A1 |
| Система программного управления станками | 1985 |
|
SU1328792A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |

Изобретение может быть использовано в системах управления точностью обработки деталей на токарном станке с ЧПУ, Цель изобретения - по- вьппение точности измерения и расширение функциональных возможностей путем измерений среднего диаметра и
1
Изобретение относится к контроль- Н 1-1 змерительной технике и может быть использовано в системах управления точностью обработки деталей на токарных станках с ЧПУ.
Цель изобретения - повьппение точ-| ности измерения и расширение функциональных возможностей при размерном контроле детали на станке с ЧПУ за счет возможности при проведении измерений на вращающейся в шпинделе станка детали получать данные о среднем радиусе (диаметре) детали, о по- грещности ф(;рмы обработанной детали и биении заготовки о
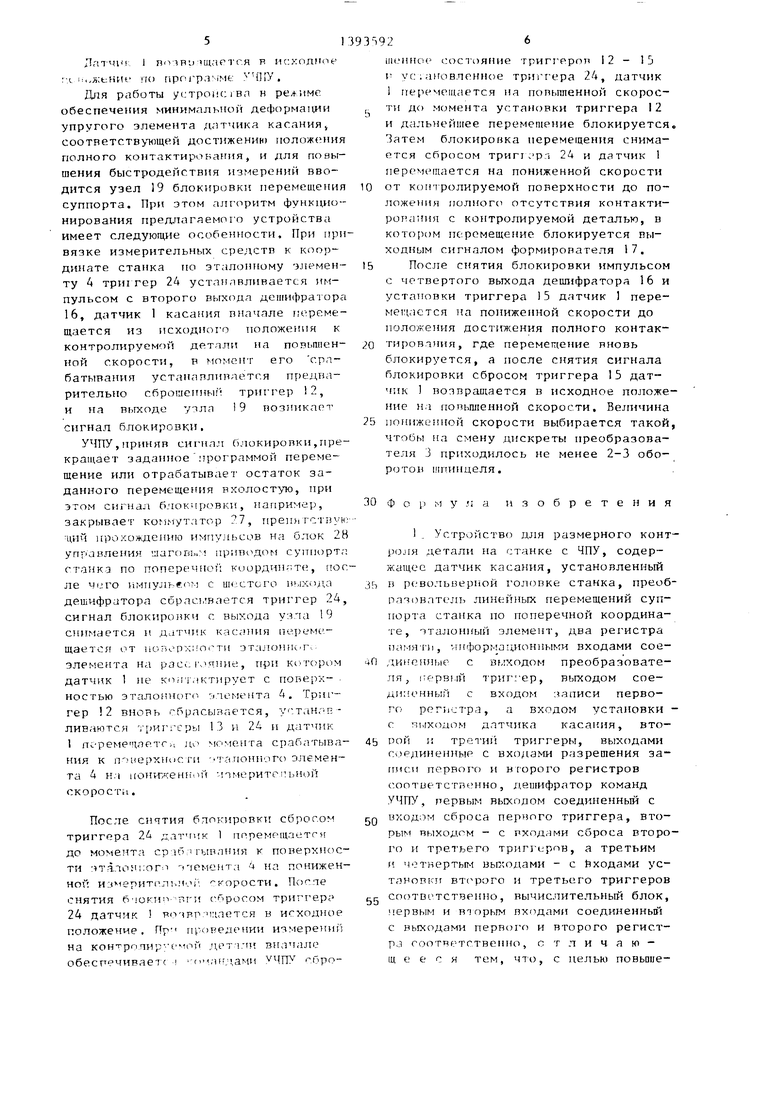
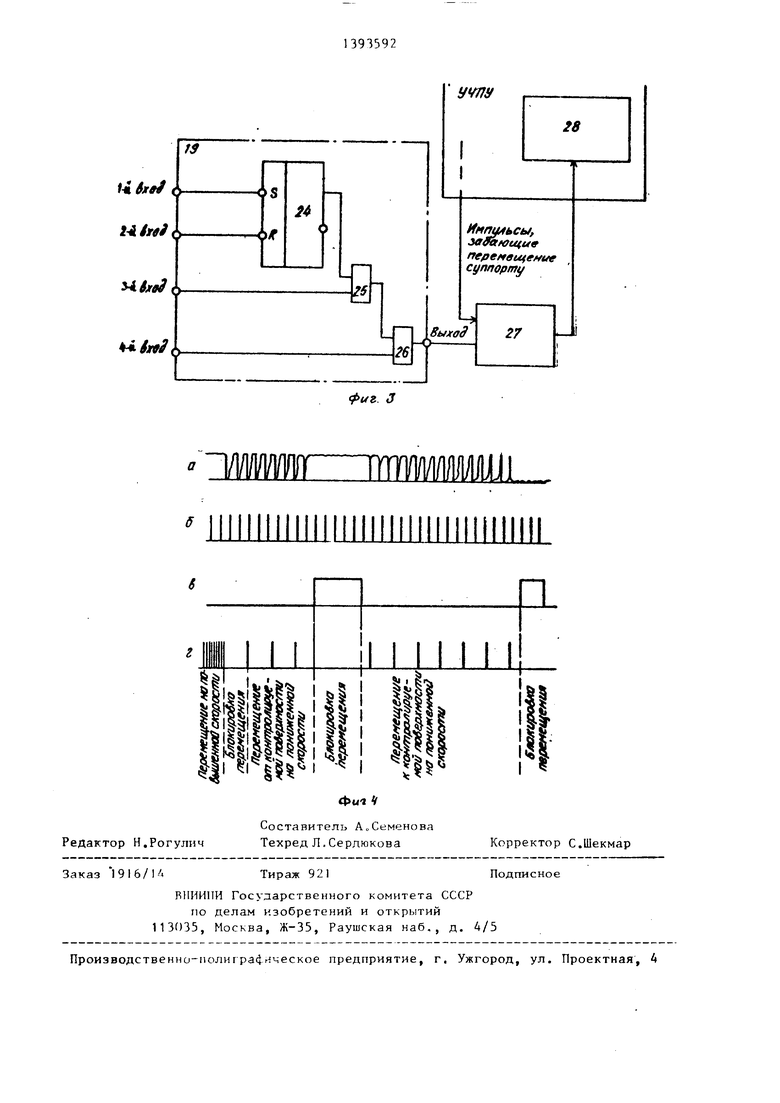
На фиг.1 представлена схема предлагаемого устройства; на фиг,2 - схема формирователя сигналов записи; на фиГоЗ - схема узла блокировки перемещения суппорта; на фиг„4 - эпюры сигналов, поясняю;11ис работу устройства; а - выходной сигнал датчика касания; f выходной сигь;ал формирователя импульсов; в - выходной сигнал формирователя; г - смена дискреты преобразования преобразователя линейных перемещений суппорта станка по поперечно1 координате „
Устройство для размерного контроля детали на станке с ЧПУ содержит датчик 1 касания, установленный в револьверной головке 2 станка, преобразователь 3 линейных перемещеикй суппорта по поперечной координате, эталонный элемент 4, установленный на известном расстоянии от оси шпинделя 5 станка, в патроне 6 которого закреплена контролируемая деталь 7, регистры 8 - 10 памяти, информационными входами соединенные с выходом преобразователя 3, вычислительный блок 11, входами подключенный к выходам регистров 8 - 10, триггеры 12- 15, дещифратор 16 команд УЧПУ, формирователь 17 сигналов записи, формирователь 18 импульсов, узел 19 блокировки перемещения суппорта, причем триггер 12 выходом соединен с входом записи регистра 8, входом установки - с выходом датчика 1 касан ия, а входом сброса - с первым выходом деши, фратора 16, второй выход которого соединен с входами сброса триггеров 13 - 15 и первым входом узла 19, третий, четвертый и пятый выходы - с вxoдa ш установки триггеров 13 - 15
5
0
соотвйтстве : о, а шестой выход - с вторым входом узла 19, /выходы триггеров 13 - 15 соединены с входами разрешения записи регистров 8 - 10 соответственно, формирователь 17 вько- дом соединен с входами записи регистров 9 и 10, первым входом - с выхо- дом датчика касания, йторым и третьи входами - с выходами триггеров 14 и 15 соответственно, а четвертым входом - с выходом формирователя 18, третий вход узла 19 соединен с выходом триггера 12, а четвертый вход - с выходом формирователя 17 (фиг,) Последний образован элементами 20-23 (фиг.2), а узел 19 - элементами 24- 26.
Устройство работает следующим образом
Запускается программа УЧ1ТУ привязки измерительных средств к поперечной координате станка, при этом по командам УЧПУ импульсом на втором выходе дешифратора 16 обеспечивается сброшенное состояние триггеров 14 и 15, а импульсами на первом и третьем выходах дешифратора 16 - сброшенное и установленное состояние триггеров 12 и 13 соответственно .Датчик 1 каса НИН перемещается по управляющей программе из исходного положения в положение, при котором обеспечивается взаимодействие датчика 1 и поверхности эталонного элемента 4, в момент касания сигналом датчика 1 устанавливается триггер 12, это приводит к записи данных на выходе преобразовател 3 в регистр 8 памяти Далее датчик 1 касания возвращается в исходное поло жение и устройство готово к проведению измерений на контролируемой де- тали 7, для чего запускается соответствующая программа УЧПУ„ При этом импульсами на первом и втором выхода дешифратора 16 обеспечивается сброшенное состояние триггеров 12 - 15, а также сброшенное состояние триггера 21 в формирователе 17,
Шпиндель станка приводится во вращение, датчик 1 перемещается из исходного положения в положение, при котором обеспечивается взаимодействие последнего и поверхности контро- лируеной детали 7, после чего импульсом с четвертого выхода дешифратора 16 устанавливается триггер 14, при этом на вход регистра 9 поступа
0
5
5 j
5 0 где 5
0
g
ет сигнал разрешения записи, и снимается сигнал сброса триггера 2 в формирователе 17о Далее датчик 1 перемещается в положение, при котором отсутствует взаимодействие последнего с поверхностью контролируемой детали 7, при этом триггер 21 установится в момент времени, когда между соседними импульсам на выходе формирователя 18, т.е. по крайней мере не менее, чем за один оборот детали, отсутствуют срабатьшания датчика 1 касания, устанавливаюш.ие триггер 20., что соответствует достиже1шю полного от- сутствия контактирования датчика 1 касания с контролируемой деталью 7. В момент переброса триггера 21 в установленное состояние данные с выхода преобразователя 3 переписываются в регистр 9 памяти„ Далее импульсами с второго выхода дешифратора 16 сбрасывается триггер 14, что вызывает также сброс триггера 21, ас пятого выхода - устанавливается триггер 15, что снимает сигнал сброса триггера 21„ Датчик 1 касания перемещается в положение, в котором обеспечивается полное контактирование последнего с поверхностью контролируемой детали. В момент достижения полного контактирования на вход записи регистра 10 памяти поступает сигнал записи и в нем запоминаются данные с выхода преобразователя 3. По программе УЧПУ запускается вычислительный блок (не показан), которьй
формирует результаты измерения:
I
х
R
д
X д R. R,
- X,
X, X. X, е 1 2
средний радиус контролируемой детали;
расстояние от оси шпинделя до поверхности эталонного элемента, измерение которого осуществляется предлагаемым устройством, при замере радиуса обработанной детали стандартным средством измерения; данные,запомненные регистром 8;
данные, запомненные регистром 9;
данные, запомненные регистром 10;
отклонение от круглости контролируемой детали или биение контролируемой заготовки.
Лг пчч : 1 ВО iBi) щартг.я в 1и;хол11(ле ;-л I .-KtHUt rro прогрл мме .
Для работы устроисгва н режиме обеспечения минимальной деформации упругого элемента датчика касания соответствующей достижении) положения полного контактирования, и для повышения быстродействия измерений вводится узел 19 блокировки перемещения суппорта. При эт(м алгоритм функц нирования предлагаемого устройства имеет следующие особенности. При привязке измерительных средств к координате станка по эталонному элементу А триггер 24 устанавливается импульсом с второго выхода дешифратора 16, датчик 1 касания в} ачале ггереме- щается из исходного положения к контролируемой детали на повьш1ен- ной скорости, в момент его срабатывания устанаплипается предварительно сброше1тным триггер 12, и на выходе улла 19 возникает сигнал блокировки,
, приняв сигнал блокировки ,прекращает заданное :1рограммой перемещение или отрабатывает остаток заданного перемещения вхолостую, при этом сигнал блокировки, например, закрывает когкмутатор 27, препя гстнун; ДНИ прохождению импульсов на блок 28 управления иаговь.: приводом суппорт;: станка по поперечно коордип, 1те, гюс- ле чего импульео - с uincToro иыхпда деш 1фратора сбрась вается триггер 24, сигнал блокировки с выхода узла 19 cни aeтcя и датчик кас;п1ия переме- щаетсгг от иоги рхиогти эталонпс Г . элемента на расе: iM.nnne, при К()Тор|- М датчи.к 1 не контактирует с поверхностью эталонного :)Лемеита 4, TpiU - гер 2 вновь сбрасывается, у:танг П- ливаются т)иггеры ГЗ и 24 и датчик 1 пс-реме даетг;. ju момента срабатывания к п .чшрхнос ги -Tanoinioro элемента 4 H. i ион;гленн1 й тмерито1М)Ной
CKOpOCTil .
После снятия блокировки сбросом триггера 24 датччк 1 ппремрщаетги до момент;, ср лб-м ывания к поверхности 3Tri.io; ;:oro -пемента 4 на пониженной измеритпл;.М .п корости. После снятия б оки:1 чтт И (-f pocoM триггер; 24 датчик возвр,м:1ается в исходное положетсие, ГТр проведениг измерет иГ на контропир.Ч мой дет1:1И вначале обеспечивает , i (аи;,ами .-про
93S926
iiieHFioe состояние трип ероп 12 - 15 р ус;ановленное триггера 24, датчик 1 перемещается на повышенной скорос(- ти до момента установки триггера 12 и д;1льней11гее перемещение блокируется. Затем б.локировка перемещения снимается сбросом тригг; рл 24 и датчик 1 переметается на пониженной скорости
10 от контролируемой поверхности до положения полного отсутствия контакти- ров;1иия с контролируемой деталью, в котором перемещение блокируется выходным сигналом формирователя 17,
15 После снятия блокировки импульсом с четвертого выхода дешифратора 16 и установки триггера 15 датчик 1 пере- мец;1ется на пониженной скорости до положения достижения полного контак20 тирования, где перемещение вновь блокируется, а после снятия сигнала блокировки сбросом триггера 15 датчик 1 возвращается в исходное положение на повьш1енной скорости, BeJШЧинa
25 пониженной скорости выбирается такой, чтобы на смену дискреты преобразователя 3 приходилось не менее 2-3 оборотов 11ллп1деля,
30 ф о ) м у .4 а изобретения
I Устройство для размерного контроля детали на станке с ЧПУ, содержащее датчик касания, установленный
Зь в р( вольверной головке станка, преобразователь линей}1ых перемещений суппорта станка по поперечной координате, эталонный элемент, два регистра iuiMHTii, лпформа;;ионными входами сое4Г1 динениые с выходом преобразователя, первый триггер, выходом соединенный с входом записи первого регистра, а входом установки - с яьгходом датчика касания, вто-
45 РОЙ трети11 триггеры, выходами с.)единен}1ые с входами разрешения записи первого и вгорого регистров (оответственно, дешифратор команд УЧПУ, первым выходом соединенный с
gQ входом сброса первого триггера, вторым выходом - с входами сброса второго и третьего трип еров, а третьим и. четнерть(м вьо;одами - с входами ус- тавовь п вт(пэого и третьего триггеров
со()твптствен}ю, вычислительный блок, первым и вторым входами соединенный с выходами nepBorf) и второго регист- P.J соответственно, отличающееся тем, что, с пелью повьпие71
ния точност мзмервния и расширения функциональных возможностей, устройство снабжено третьим регистром памяти, выходом соединенного с треть им входом вычислительного блока, а ииформационным входом - с выходом преобразователя, четвертым триггером входом,установки соединенного с пятым выходом дешифратора, а входом сброса - с вторым выходом дешифратора, формирователем сигналов записи, выходом соединенного с входами записи второго и третьего регистров, первым входом - с выходом датчика касания, вторым и третьим входами - с выходами третьего и четвертого триггеров соответственно, формирователем импульсов, выходом соединенно935928
го с четвертым входом формирователя сигналов записи.
быстродействия, оно содержит узел
блокировки перемещения суппорта, 10 первым и вторым входами соединенного с вторым и шестьв4 выходами дешифратора соответственно, третьим входом - с выходом первого триггера, а четвертым входом - с выходом формиро- 15 вателя сигналов записи.
Вмф9
ut.2
OS
i
24
fjfffSk
««/W(
IiroWliMllJUl
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIHII
, лаУающие nfpefteu4eHUf суппорту
фиг J
J I 11111
l
| SInumeric | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Циклы измерения | |||
| Проспект фирмы Siemens, выставка Металлообработка 84. | |||
