корпуса установлены две планки 10 с насечками, снабженные щупами И и осями 12, расположенными со смещением относительно центра тяжести планок. Оси планок устанавливаются в отверстия 13, выполненные в дне и крыщке корпуса. Отверстия могут быть, например, овальные, прямоугольные, позволяющие планкам 10 перемещаться перпендикулярно оси центрального отверстия корпуса 8. На ведомом шкиве 3 диаметрально противоположно установлены два кулачка 14, имеющих по две рабочих поверхности «а и «б, взаимодействующие со щупами 11 планок 10.
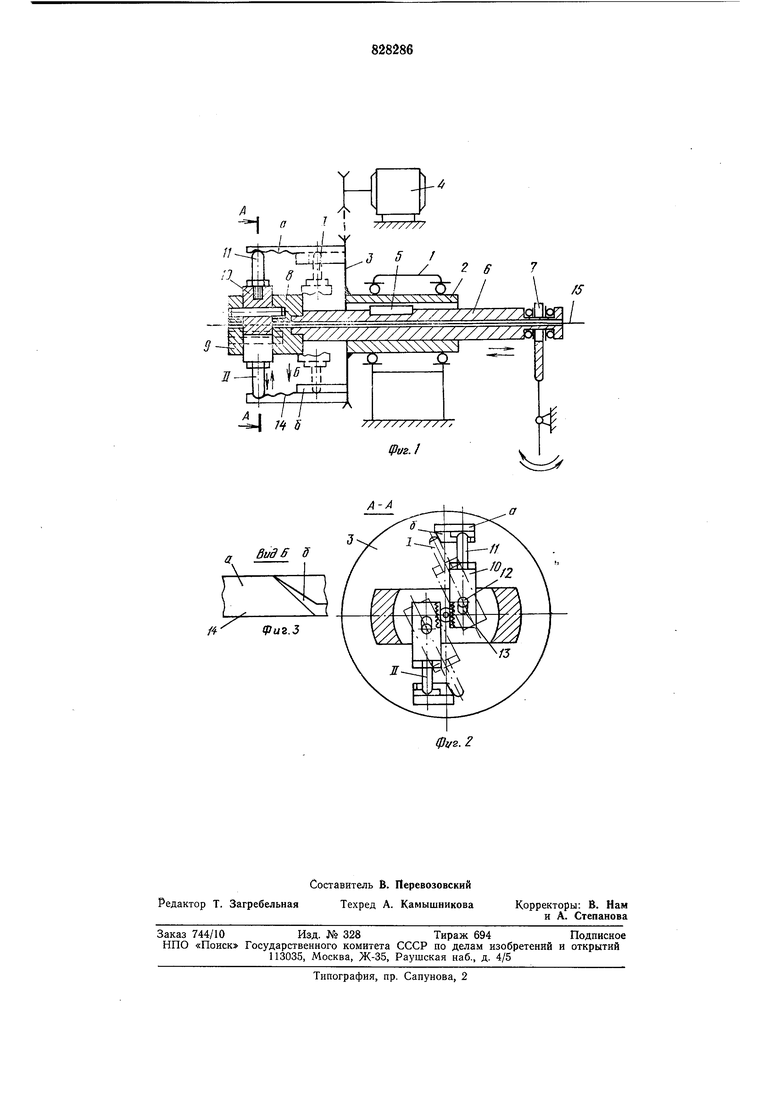
Рабочая поверхность «а кулачка обеспечивает отвод планок 10 от провода 15 при движении штока 6 в крайнее заднее положение I.
Рабочая поверхность «б обеспечивает возвратно-поступательное движение планок перпендикулярно оси провода при зачистке-положение II. Щупы И являются одновременно центробежными грузами, и за счет их массы регулируется усилие зачистки провода для определенной группы проводов, для которой подбирается определенная насечка.
Устройство для зачистки участка непрерывного эмальпровода работает в цикле станка для изготовления обмоток электрических мащин следующим образом.
Шток 6 вместе со щкивом 3 и зачистным устройством непрерывно вращается от привода 4, при этом зачистное устройство находится в положении I и планки 10 отведены от провода 15, введенного в центральное отверстие корпуса 8. Для зачистки изоляции эмальпровода рычаг 7 перемещает шток 6 с зачистным устройством в положение II (фиг. 1, 2). Щупы 11 планок 10 сходят с поверхности «а кулачков 14 и центробежной силой контактируют с проводом 15, при этом провод располагается точно по оси вращения. Начинается зачистка участка провода. Щирина планки 10 подбирается для группы проводов с таким расчетом, чтобы скручивающий момент при зачистке
был значительно меньше момента сопротивления провода, так как ширина зачищаемого участка провода не зависит от ширины планки 10.
Рычаг 7 совершает возвратно-поступательное перемещение штока 6 вдоль оси провода, при этом щупы И, взаимодействуя с поверхностью «б кулачков 14, под действием центробежных сил перемещают зачистные планки 10 в отверстиях 13, например овальных, перпендикулярно осн провода 15. После зачистки заданного участка провода щток 6 с зачистным инструментом возвращается в положение I, и планки 10 отводятся от провода.
Такое выполнение устройства, когда режущие элементы в процессе зачистки совершают вращательное возвратно-поступательное движение вдоль оси провода и возвратно-поступательное перемещение перпендикулярно оси провода, обеспечивает повышение производительности и качества обрабатываемых изделий.
Формула изобретения
Устройство для зачистки участка непрерывного эмальпровода, содержаш,ее корпус с приводом его вращения, в котором установлена рабочая головка с режущими элементами, отличающееся тем, что, с целью повыщения производительности и качества обрабатываемых изделий, оно содержит полый шток с приводом возвратнопоступательного перемещения, установленный в корпусе, и кулачки, закрепленные на корпусе, при этом режущие элементы выполнены в виде двух планок, установленных на осях в продольных прорезях рабочей головки, снабженных насечками и щупами, рабочая головка закреплена на штоке, а щупы контактируют с кулачками. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 50921, кл. Н 02G 1/12, 1936.
2.Авторское свидетельство СССР № 466582, кл. Н 02G 1/12, 1971.
/4 f
f cpuz.3
/S
1риг.1
a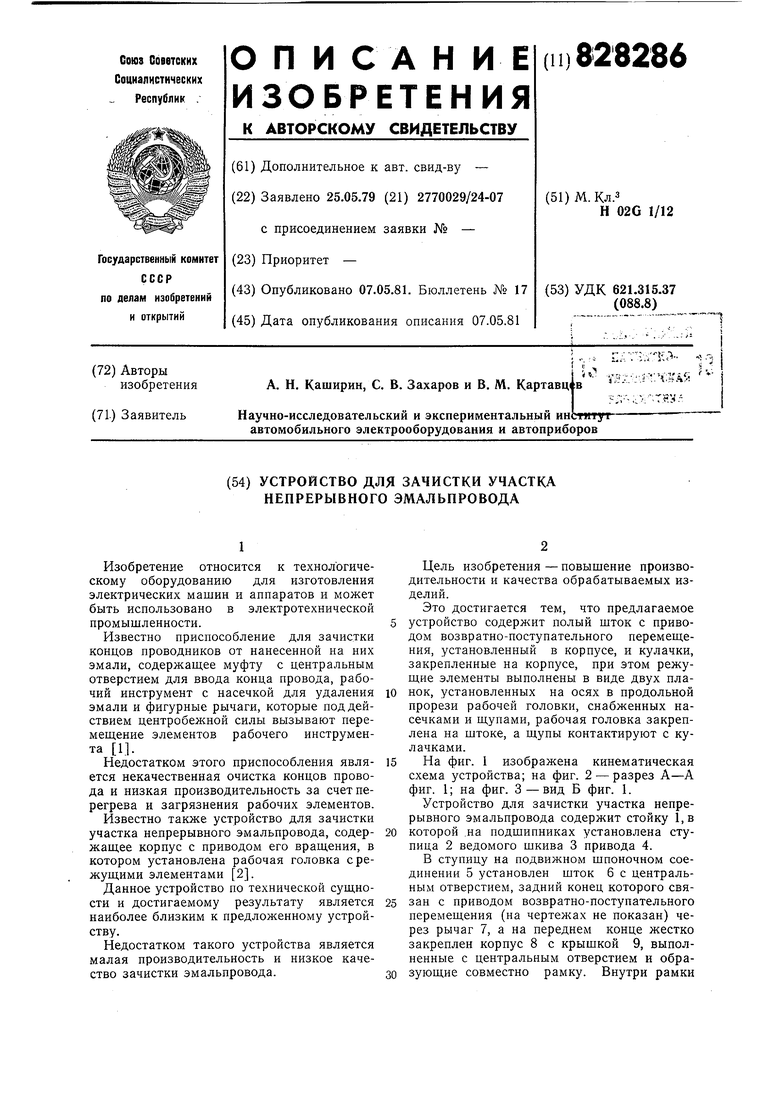
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления электрических катушек | 1975 |
|
SU576616A2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ГРАТА, ОБРАЗУЮЩЕГОСЯ ПРИ ГАЗОПЛАМЕННОЙ РЕЗКЕ СЛЯБОВ | 2000 |
|
RU2176166C2 |
| Устройство для разделки концовМОНТАжНыХ пРОВОдОВ | 1979 |
|
SU817832A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| МАШИНА ДЛЯ РАЗДЕЛКИ РЫ^Ы | 1967 |
|
SU204518A1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| Автомат для предмонтажной заготовки проводов | 1982 |
|
SU1065942A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ТЕПЛОВОЙ РЕЗКИ И ЗАЧИСТНОЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2015 |
|
RU2594547C1 |